אין אַלגעמיין: קאַמפּערד מיט די פּראָדוקציע פּראָצעס פון מאַלטי-שיכטע ברעט און טאָפּל-שיכטע ברעט, עס זענען 2 מער פּראַסעסאַז, ריספּעקטיוולי: ינער שורה און לאַמינאַטיאָן.
אין דעטאַל: אין די פּראָדוקציע פּראָצעס פון טאָפּל-שיכטע טעלער, נאָך די קאַטינג איז געענדיקט, דרילינג וועט זיין געפירט אויס, און דעמאָלט אין די קופּער, די שורה; אין דער פּראָדוקציע פּראָצעס פון מאַלטי-שיכטע ברעט, נאָך די עפן פון די מאַטעריאַל איז געענדיקט, עס וועט נישט זיין דרילד גלייַך, אָבער ערשטער עס דאַרף צו גיין דורך די ינער שורה און לאַמינאַטיאָן, און דעמאָלט אין די דרילינג וואַרשטאַט צו בויער, און דאַן אין די קופּער און די שורה.
אַז איז, צווישן די עפן און דרילינג האָלעס, צוויי פּראַסעסאַז פון "ינער שורה" און "לאַמינאַטיאָן" זענען צוגעגעבן. די אויבן איז דער חילוק צווישן מולטי-שיכטע ברעט און טאָפּל-שיכטע ברעט פּראָדוקציע.
ווייַטער, לאָזן ס נעמען אַ קוק אין וואָס די צוויי פּראַסעסאַז פון די ינער שורה און לאַמינאַטיאָן זענען טאן
ינער שורה
דער "שורה" פּראָצעס אין דער פּראָדוקציע פון טאָפּל-שיכטע פּלאַטעס, אַרייַנגערעכנט פילם קאַמפּרעשאַן, ויסשטעלן, אַנטוויקלונג (אויב איר פאַרגעסן, איר קענען גיין צוריק און קוק אין עס).
די "ינער קרייַז" דאָ איז נישט אַזוי פּשוט! אין אַדישאַן צו ינער לאַמאַנייטאַד פילם, ינער ויסשטעלן, ינער אַנטוויקלונג, עס אויך כולל ינער פאַר-באַהאַנדלונג, ינער עטשינג, ינער פילם באַזייַטיקונג און ינער אַאָי.
אין די טאָפּל-שיכטע טעלער פּראָדוקציע פּראָצעס, די ברעט נאָך די קופּער דעפּאַזישאַן איז געענדיקט, אָן די פּראָדוקציע שורה, גלייַך אין די דרינגלעך פילם, אַזוי עס איז ניט דאַרפֿן צו דורכפירן נאָך פאַר-דרינגלעך באַהאַנדלונג. און די קופּער שטער טעלער דאָ, נאָר געקומען פון די קאַטינג וואַרשטאַט, די ייבערפלאַך פון די ברעט וועט האָבן ימפּיוראַטיז, אַזוי
איידער די ינער לאַמאַנייט פילם, עס איז נייטיק צו שטייַגן די באַהאַנדלונג און רייניקונג, די נוצן פון כעמישער רעאַקציע, ערשטער באַזייַטיקן ייל, וואַסער, ריין וואַסער, צוויי מיקראָ-עטטשינג (אַרייַננעמען ייבערפלאַך דעבריס), און דעמאָלט וואַסער, און דעמאָלט פּיקלינג (נאָך). וואַשינג, די ייבערפלאַך וועט זיין אַקסאַדייזד, אַזוי עס דאַרף פּיקלינג), דעמאָלט וואַסער, דעמאָלט טרוקן, און דעמאָלט אין די ינער לאַמאַנייט פילם.
ינער לאַמאַנייט פילם איידער באַהאַנדלונג

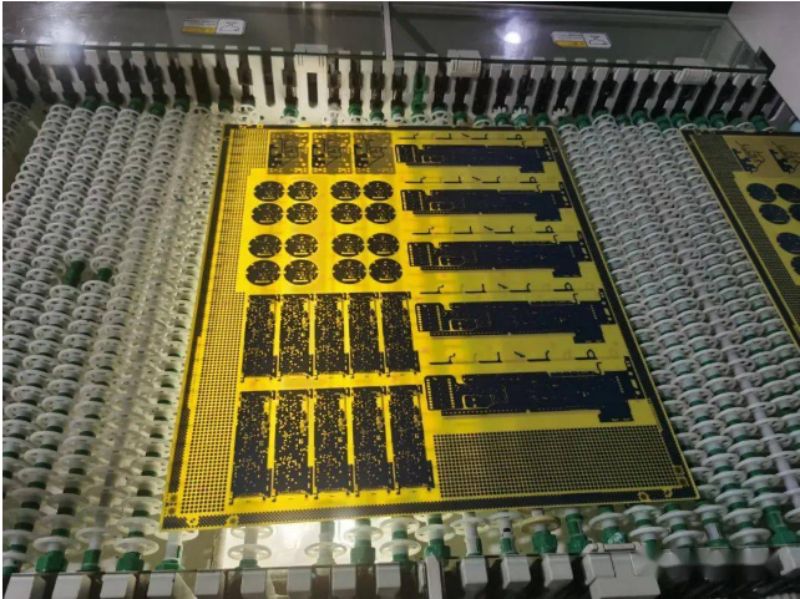
נאָך דרינגלעך די ברעט, ווייַל עס איז נישט דרילד, עס קוקט זייער פלאַך.
דרינגלעך פילם, ויסשטעלן, אַנטוויקלונג, די ספּעציפיש ענינים פון די לינקס, האָבן שוין באַקענענ אין דעם אַרטיקל פון טאָפּל-שיכטע טעלער פּראָדוקציע, דאָ וועט נישט זיין ריפּיטיד.
נאָך די אַנטוויקלונג איז געענדיקט, אַ טייל פון די מעש וועט זיין יקספּאָוזד, ווייַל די ויסווייניקסט שיכטע איז אַ positive פילם פּראָצעס, די ינער שיכטע איז אַ נעגאַטיוו פילם פּראָצעס. דעריבער, נאָך די ויסווייניקסט שיכטע אַנטוויקלונג איז געענדיקט, די יקספּאָוזד שורה קופּער איז דער טייל וואָס דאַרף זיין ריטיינד, און די קופּער יקספּאָוזד נאָך די ינער שיכטע אַנטוויקלונג איז דער טייל וואָס דאַרף זיין עטשט אַוועק, אַזוי
די אינעווייניקסטע עטשינג פּראָצעס און די ויסווייניקסט עטשינג פּראָצעס זענען אויך אַנדערש, די ינער עטשינג איז אַן אַלקאַליין פּראָצעס, אין דער צייט פון עטשינג, די טרוקן פילם איז נאָך אין, דער טייל אָן די טרוקן פילם (ויסשטעלן קופּער) איז עטשט אַוועק ערשטער, און דעמאָלט דער פורעם איז אַוועקגענומען.
די עטשינג פון די ויסווייניקסט שיכטע איז ערשטער אַוועקגענומען און דעמאָלט עטטשעד, און די שורה איז טייל פּראָטעקטעד דורך פליסיק צין.
ינער פילם עטשינג שורה, די לינקס איז פאַראַנטוואָרטלעך פֿאַר עטשינג, די רעכט איז פאַראַנטוואָרטלעך פֿאַר פילם ווידדראָאַל.

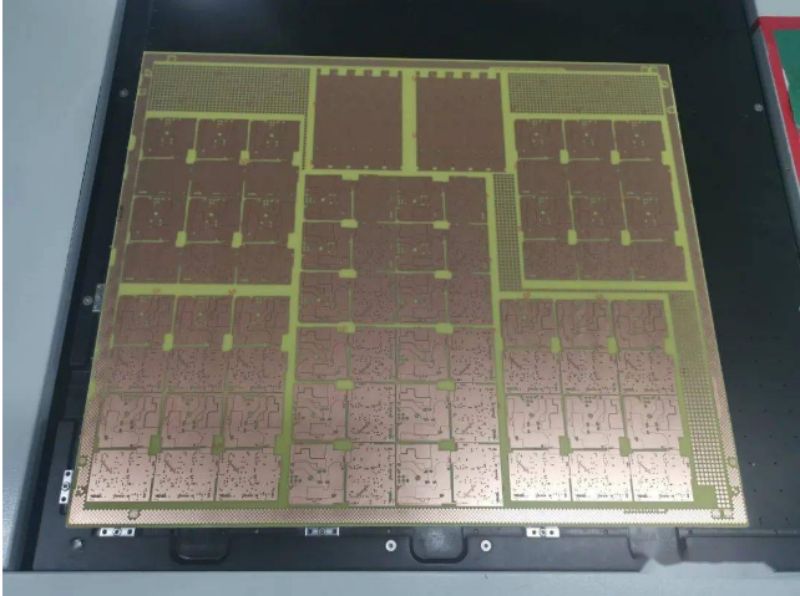
נאָך עטשינג די קרייַז ברעט, די וידעפדיק קופּער איז עטשט אַוועק, און די רוען טייל פון די טרוקן פילם איז נישט אַוועקגענומען.
די קרייַז ברעט נאָך סטריפּינג.
נאָך די ינער שיכטע פון די פילם איז דורכגעקאָכט, די ינער שיכטע פון די שורה איז גאָר דורכגעקאָכט, אין דעם צייט, און דעמאָלט AOI אָפּטיש דיטעקשאַן, צו באַשליסן אַז עס איז קיין פּראָבלעם, איר קענען דורכפירן די לאַמינאַטיאָן פּראָצעס.
לאַמינאַטיאָן:
נאָר געמאכט דעם ברעט, מיר רופן עס די ינער האַרץ ברעט, אויב עס איז 4 לייַערס פון ברעט, עס וועט זיין 1 ינער האַרץ ברעט, אויב עס איז 6 לייַערס פון ברעט, עס וועט זיין 2 ינער האַרץ באָרדז.
דער הויפּט ציל פון דעם פּראָצעס איז צו מאַכן די ינער האַרץ טעלער און די ויסווייניקסט שיכטע באַנדיד צוזאַמען צו פאָרעם אַ גאַנץ. פאַראַנטוואָרטלעך פֿאַר די באַנדינג מאַטעריאַל, גערופן פּפּ, כינעזיש גערופן האַלב-קיורינג בויגן, די הויפּט זאַץ איז סמאָלע און גלאז פיברע, עס וועט אויך שפּילן די ינער האַרץ ברעט און די ויסווייניקסט קופּער שטער ינסאַליישאַן ציל.
אין סדר צו ענשור די קוואַליטעט פון מאַלטי-שיכטע ברעט, די פּפּ סאַפּלייער פון Jialichoang איז נאָך דרום אזיע עלעקטראָניק.
אין אַלגעמיין, די לאַמינאַטיאָן פּראָצעס איז צעטיילט אין פיר סטעפּס אין סדר: בראַונינג, פאַר-סטאַקינג, פּלאַטען און דרינגלעך. ווייַטער, לאָזן ס קוק אין די דעטאַילס פון יעדער פּראָצעס סעפּעראַטלי.די ינער האַרץ טעלער נאָך די פילם באַזייַטיקונג איז געענדיקט איז בראַונד ערשטער. די בראַונד קרייַז ברעט וועט לייגן אַ פּלאַסט פון בראַונד פילם אויף די ייבערפלאַך פון די קרייַז ברעט, וואָס איז אַ ברוין מעטאַלליזעד מאַטעריע, און זייַן ייבערפלאַך איז אַניוואַן, אין סדר צו מאַכן עס גרינגער צו פאַרבינדן מיט PP.
דער פּרינציפּ איז ענלעך צו ווען ריפּערינג אַ וועלאָסיפּעד רייַף, די צעבראכן אָרט זאָל זיין פיילד אויס מיט אַ טעקע צו פֿאַרבעסערן די קליי אַדכיזשאַן.
דער בראַונינג פּראָצעס איז אויך אַ כעמישער רעאַקציע פּראָצעס, וואָס וועט גיין דורך פּיקלינג, אַלקאַלי וואַשינג, מאַלטי-קאַנאַל וואַשינג, דרייינג, קאָאָלינג און אנדערע פּראַסעסאַז.
פּרעלאַפּ
דער פאַר-סטאַקינג פּראָצעס, געפירט אויס אין אַ שטויב-פריי וואַרשטאַט, וועט אָנלייגן די האַרץ טעלער און PP צוזאַמען. א PP איז געשטעלט אויף יעדער זייַט פון די האַרץ טעלער. די לענג און ברייט פון PP וועט זיין 2 מם גרעסער ווי די האַרץ טעלער צו פאַרמייַדן פּוסט עדזשאַז נאָך דרינגלעך.
פּליט:
דער הויפּט ציל פון די רודערן טעלער איז צו לייגן אַ פּלאַסט פון קופּער שטער אויבן די PP שיכטע צו צוגרייטן פֿאַר די סאַבסאַקוואַנט ויסווייניקסט שורה. אין דערצו, שטאָל טעלער און קראַפט פּאַפּיר וועט זיין מוסיף צו די ויסווייניקסט שיכטע.לאַמינאַטיאָן
דער ערשטער ביסל סטעפּס זענען צו צוגרייטן פֿאַר די לעצט לאַמינאַטיאָן.
איידער לאַמאַנייטינג, אין סדר צו פאַרמייַדן וואָרפּינג, עס וועט זיין אַ דעקן טעלער, וועגן 12 מם דיק, שטאָל.
לאַמינאַטינג כולל צוויי פּראַסעסאַז פון הייס דרינגלעך און קאַלט דרינגלעך, ריספּעקטיוולי אין הייס פּרעסע און קאַלט פּרעסע. דאָס איז אַ זייער וויכטיק לינק, צו באַטראַכטן די סיבות אַרייַנגערעכנט וואַקוום, טעמפּעראַטור, דרוק, צייט, די סיבות קאָואַפּערייט מיט יעדער אנדערע צו פּראָדוצירן הויך-קוואַליטעט קרייַז באָרדז.
למשל, אין אַ געוויסע צייט, ווי פיל טעמפּעראַטור, ווי פיל דרוק, און די לענג פון צייַט דארף, פּונקט אַדזשאַסטיד.
נאָך דעם סוף פון דעם פּראָצעס, די PP און די ינער האַרץ טעלער און די ויסווייניקסט קופּער שטער וועט זיין ענג פארבונדן צוזאַמען.
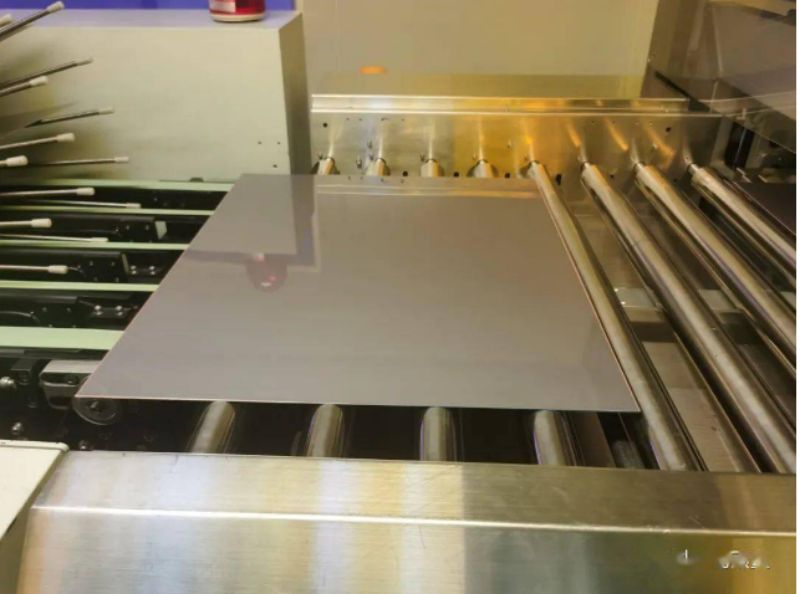
נאכ ן ארויסקומע ן פו ן דע ר פרעסע , װער ט דורכגעפיר ט ד י אויטאמאטישע ר אויטאמאטישע ר אויםמאנשאפ ט , אראפנעמע ן ד י שטאל ע טעלער , או ן מע ן שיק ט זי ך נאכ ן גריצע ן װידע ר אי ן דע ר פלאטאן־צימער . ווי געוויזן אין פיגורע 11, די מאַשין איז רימוווינג די שטאָל טעלער.

די לאַמאַנייטאַד מאַלטי-שיכטע קרייַז ברעט וועט זיין אומגעקערט צו זיין אָריגינעל דרילינג וואַרשטאַט צו בויער, און די רעשט פון דעם פּראָצעס איז די זעלבע ווי די פּראָדוקציע פּראָצעס פון די טאָפּל-שיכטע ברעט.