ایچ ڈی آئی: مخفف کا اعلی کثافت باہمی ربط ، اعلی کثافت کا باہمی ربط ، غیر مکینیکل ڈرلنگ ، مائکرو بلائنڈ ہول کی انگوٹھی 6 ملی یا اس سے کم میں ، 4 ملی یا اس سے کم میں انٹرلیئر وائرنگ لائن چوڑائی / لائن گیپ کے اندر اور باہر ، پیڈ قطر 0.35 ملی میٹر ملٹی لیئر بورڈ کی پیداوار نہیں ہے۔
بلائنڈ ویا: اندھے کے لئے مختصر ، اندرونی اور بیرونی تہوں کے مابین کنکشن کی ترسیل کا احساس کرتا ہے۔
دفن شدہ: اندرونی پرت اور اندرونی پرت کے مابین رابطے کا احساس کرتے ہوئے ، دفن کے لئے مختصر۔
بلائنڈ ویا زیادہ تر ایک چھوٹا سا سوراخ ہوتا ہے جس کا قطر 0.05 ملی میٹر ~ 0.15 ملی میٹر ہے ، جس کے ذریعے دفن کیا جاتا ہے ، لیزر ، پلازما اینچنگ اور فوٹوولومینیسینس کے ذریعہ تشکیل دیا جاتا ہے ، اور عام طور پر لیزر کے ذریعہ تشکیل دیا جاتا ہے ، جسے CO2 اور YAG الٹرا وایلیٹ لیزر (UV) میں تقسیم کیا جاتا ہے۔
ایچ ڈی آئی بورڈ میٹریل
1.HDI پلیٹ میٹریل آر سی سی ، ایل ڈی پی ای ، ایف آر 4
آر سی سی: رال لیپت تانبے کے لئے مختصر ، رال لیپت تانبے کی ورق ، آر سی سی تانبے کی ورق اور رال پر مشتمل ہے جس کی سطح کو تیز کیا گیا ہے ، گرمی سے بچنے والا ، آکسیکرن مزاحم وغیرہ ، اور اس کی ساخت نیچے دیئے گئے اعداد و شمار میں دکھائی گئی ہے: (جب موٹائی 4 میل سے زیادہ ہوتی ہے)
آر سی سی کی رال پرت میں وہی عمل ہے جو FR-1/4 بانڈڈ شیٹس (PREPREG) ہے۔ جمع کرنے کے طریقہ کار کے ملٹی لیئر بورڈ کی متعلقہ کارکردگی کی ضروریات کو پورا کرنے کے علاوہ ، جیسے:
(1) اعلی موصلیت کی وشوسنییتا اور مائیکرو کنڈکٹنگ ہول وشوسنییتا ؛
(2) اعلی شیشے کی منتقلی کا درجہ حرارت (TG) ؛
(3) کم ڈائی الیکٹرک مستقل اور کم پانی جذب ؛
(4) تانبے کی ورق میں اعلی آسنجن اور طاقت۔
(5) علاج کے بعد موصلیت کی پرت کی یکساں موٹائی۔
ایک ہی وقت میں ، کیونکہ آر سی سی شیشے کے فائبر کے بغیر ایک نئی قسم کی مصنوعات ہے ، لہذا یہ لیزر اور پلازما کے ذریعہ سوراخ کے علاج کے ل good اچھا ہے ، جو ہلکے وزن اور ملٹی لیئر بورڈ کے پتلے ہونے کے لئے اچھا ہے۔ اس کے علاوہ ، رال لیپت تانبے کے ورق میں تانبے کے پتلی ورق ہیں جیسے 12 بجے ، 18 بجے ، وغیرہ ، جن پر عملدرآمد آسان ہے۔
تیسرا ، پہلا آرڈر ، دوسرا آرڈر پی سی بی کیا ہے؟
اس پہلے آرڈر ، دوسرے آرڈر سے مراد لیزر سوراخوں کی تعداد ، پی سی بی کور بورڈ کے دباؤ سے کئی بار کئی لیزر سوراخ کھیل رہے ہیں! کچھ احکامات ہیں۔ جیسا کہ ذیل میں دکھایا گیا ہے
1 ، سوراخ کرنے والے سوراخوں کے بعد ایک بار دبائیں == "پریس کے باہر ایک بار پھر تانبے کی ورق ==" اور پھر لیزر ڈرل سوراخ
یہ پہلا مرحلہ ہے ، جیسا کہ ذیل کی تصویر میں دکھایا گیا ہے

2 ، ایک بار دبانے اور سوراخوں کی سوراخ کرنے کے بعد == "کسی اور تانبے کے ورق کا باہر ==" اور پھر لیزر ، سوراخ کرنے والے سوراخ == "کسی اور تانبے کی ورق کی بیرونی پرت ==" اور پھر لیزر ڈرلنگ سوراخ
یہ دوسرا آرڈر ہے۔ یہ زیادہ تر صرف اس بات کی بات ہے کہ آپ اسے کتنی بار لیزر کرتے ہیں ، یہ کتنے قدم ہے۔
اس کے بعد دوسرا آرڈر اسٹیکڈ سوراخوں اور تقسیم کے سوراخوں میں تقسیم کیا جاتا ہے۔
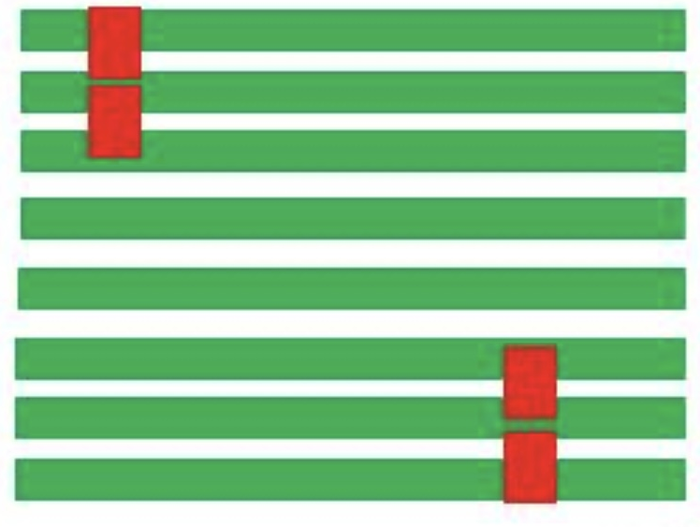
مندرجہ ذیل تصویر دوسرے آرڈر اسٹیکڈ سوراخوں کی آٹھ پرتیں ہیں ، 3-6 پرتیں پہلے پریس فٹ ہیں ، 2 ، 7 پرتوں کے باہر دبے ہوئے ہیں ، اور ایک بار لیزر سوراخوں کو نشانہ بناتے ہیں۔ اس کے بعد 1،8 پرتوں کو دبایا جاتا ہے اور ایک بار پھر لیزر سوراخوں کے ساتھ مکے لگائے جاتے ہیں۔ یہ دو لیزر سوراخ بنانا ہے۔ اس طرح کا سوراخ کیونکہ یہ سجا ہوا ہے ، عمل کی دشواری تھوڑی زیادہ ہوگی ، قیمت تھوڑی زیادہ ہے۔
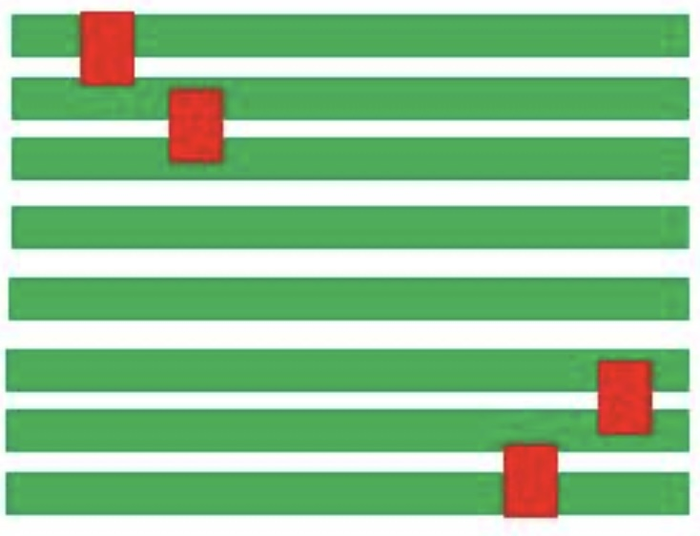
نیچے دیئے گئے اعداد و شمار میں دوسرے آرڈر کراس بلائنڈ ہولز کی آٹھ پرتیں دکھائی گئی ہیں ، یہ پروسیسنگ کا طریقہ ویسا ہی ہے جیسے دوسرے آرڈر اسٹیکڈ سوراخوں کی مندرجہ بالا آٹھ پرتوں کو بھی دو بار لیزر سوراخوں کو نشانہ بنانے کی ضرورت ہے۔ لیکن لیزر سوراخ ایک ساتھ نہیں کھڑے ہیں ، پروسیسنگ کی دشواری بہت کم ہے۔
تیسرا آرڈر ، چوتھا آرڈر اور اسی طرح کے۔