بجلی کی حفاظت کا فاصلہ بنیادی طور پر پلیٹ بنانے والی فیکٹری کی سطح پر منحصر ہوتا ہے ، جو عام طور پر 0.15 ملی میٹر ہے۔ در حقیقت ، یہ اور بھی قریب ہوسکتا ہے۔ اگر سرکٹ سگنل سے متعلق نہیں ہے ، جب تک کہ کوئی شارٹ سرکٹ نہ ہو اور موجودہ کافی ہے ، بڑے موجودہ کو موٹی وائرنگ اور وقفہ کاری کی ضرورت ہوتی ہے۔
1. تاروں کے درمیان تخفیف
پی سی بی مینوفیکچرر کی مینوفیکچرنگ کی صلاحیت کی بنیاد پر کنڈکٹر کے درمیان فاصلے پر غور کرنے کی ضرورت ہے۔ یہ تجویز کی جاتی ہے کہ کنڈکٹر کے درمیان فاصلہ کم از کم 4 میل ہو۔ تاہم ، کچھ فیکٹری 3/3mil لائن چوڑائی اور لائن وقفہ کاری کے ساتھ بھی تیار کرسکتی ہیں۔ پیداوار کے نقطہ نظر سے ، یقینا ، حالات کے تحت بہتر بہتر ہے۔ ایک عام 6 میل زیادہ روایتی ہے۔
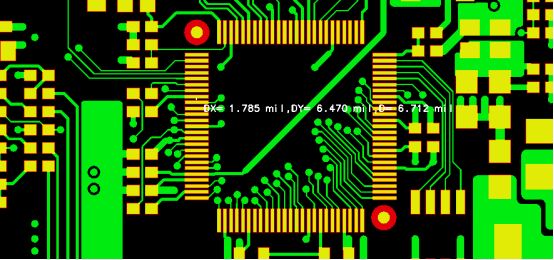
2. پیڈ اور تار کے درمیان اسپیسنگ
پیڈ اور لائن کے درمیان فاصلہ عام طور پر 4 میل سے کم نہیں ہوتا ہے ، اور جب جگہ ہوتی ہے تو پیڈ اور لائن کے درمیان فاصلہ زیادہ ہوتا ہے ، اتنا ہی بہتر ہوتا ہے۔ کیونکہ پیڈ ویلڈنگ کے لئے ونڈو کھولنے کی ضرورت ہوتی ہے ، لہذا ونڈو کھولنا 2 میل سے زیادہ پیڈ سے زیادہ ہے۔ اگر وقفہ کاری ناکافی ہے تو ، یہ نہ صرف لائن پرت کا شارٹ سرکٹ کا سبب بنے گا ، بلکہ لائن کے تانبے کی نمائش کا بھی باعث بنے گا۔
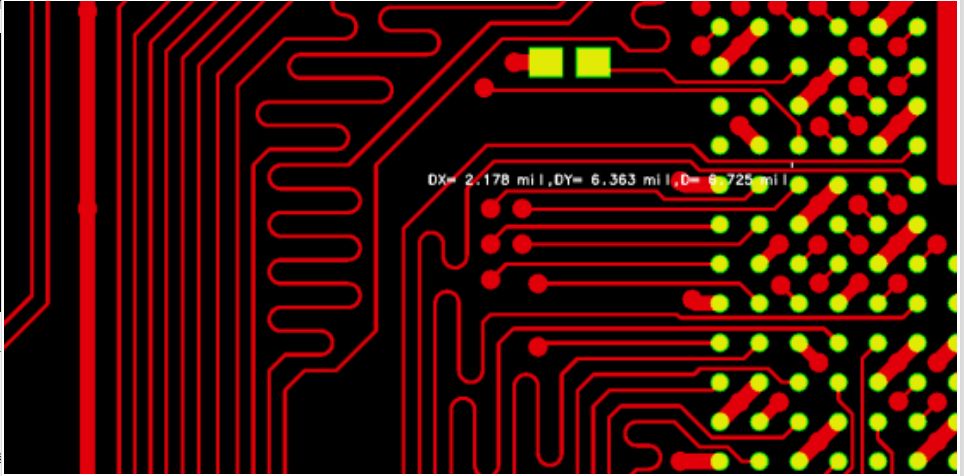
3. پیڈ اور پیڈ کے درمیان وقفہ کاری
پیڈ اور پیڈ کے مابین وقفہ 6 میل سے زیادہ ہونا چاہئے۔ ناکافی پیڈ وقفہ کاری کے ساتھ سولڈر اسٹاپ ویلڈنگ پل بنانا مشکل ہے ، اور اوپن ویلڈ برج کو ویلڈنگ کرتے وقت مختلف نیٹ ورکس کے آئی سی پیڈ میں شارٹ سرکٹ ہوسکتا ہے۔ نیٹ ورک پیڈ اور پیڈ کے درمیان فاصلہ چھوٹا ہے ، اور ٹن ویلڈنگ پر مکمل طور پر منسلک ہونے کے بعد مرمت شدہ اجزاء کو جدا کرنا آسان نہیں ہے۔
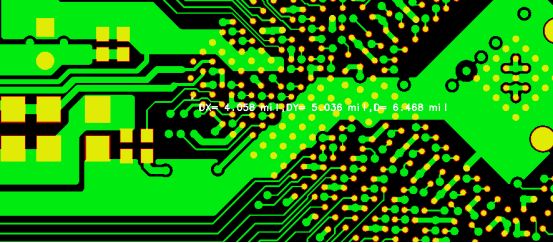
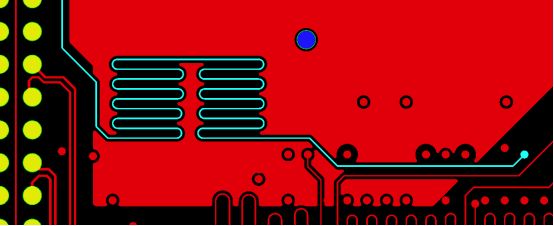
4. کاپر اور تانبے ، تار ، پیڈ کی جگہ
براہ راست تانبے کی جلد اور لائن اور پیڈ کے درمیان فاصلہ دیگر لائن پرت اشیاء کے درمیان اس سے بڑا ہے ، اور تانبے کی جلد اور لائن اور پیڈ کے درمیان فاصلہ پیداوار اور تیاری میں آسانی کے ل 8 8 میل سے زیادہ ہے۔ کیونکہ تانبے کی جلد کے سائز کو لازمی طور پر زیادہ قیمت کرنے کی ضرورت نہیں ہوتی ہے ، لہذا تھوڑا بڑا اور تھوڑا سا چھوٹا سا فرق نہیں پڑتا ہے۔ مصنوعات کی پیداوار کی پیداوار کو بہتر بنانے کے ل the ، تانبے کی جلد سے لائن اور پیڈ کے مابین وقفہ کاری زیادہ سے زیادہ ہونی چاہئے۔
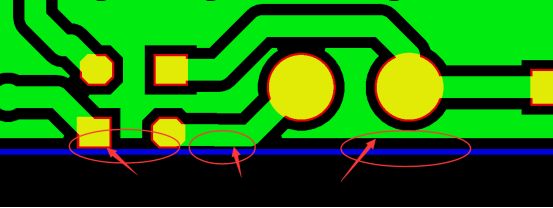
5. تار ، پیڈ ، تانبے اور پلیٹ کے کنارے کی اسپیسنگ
عام طور پر ، وائرنگ ، پیڈ اور تانبے کی جلد اور سموچ لائن کے درمیان فاصلہ 10 میل سے زیادہ ہونا چاہئے ، اور 8 میل سے بھی کم پیداوار اور مولڈنگ کے بعد پلیٹ کے کنارے پر تانبے کی نمائش کا باعث بنے گا۔ اگر پلیٹ کا کنارے وی کٹ ہے ، تو وقفہ 16 میل سے زیادہ ہونا چاہئے۔ تار اور پیڈ نہ صرف تانبے کو بے نقاب کرتے ہیں ، پلیٹ کے کنارے کے قریب بہت قریب لائن چھوٹی ہوسکتی ہے ، جس کے نتیجے میں موجودہ لے جانے کی پریشانی ہوتی ہے ، پیڈ چھوٹے چھوٹے ویلڈنگ کا نتیجہ ہوتا ہے ، جس کے نتیجے میں ناقص ویلڈنگ ہوتی ہے۔