У процесі виробництва друкованої плати є ще один важливий процес, тобто інструментарні смуги. Застереження краю процесу має велике значення для подальшої обробки SMT Patch.
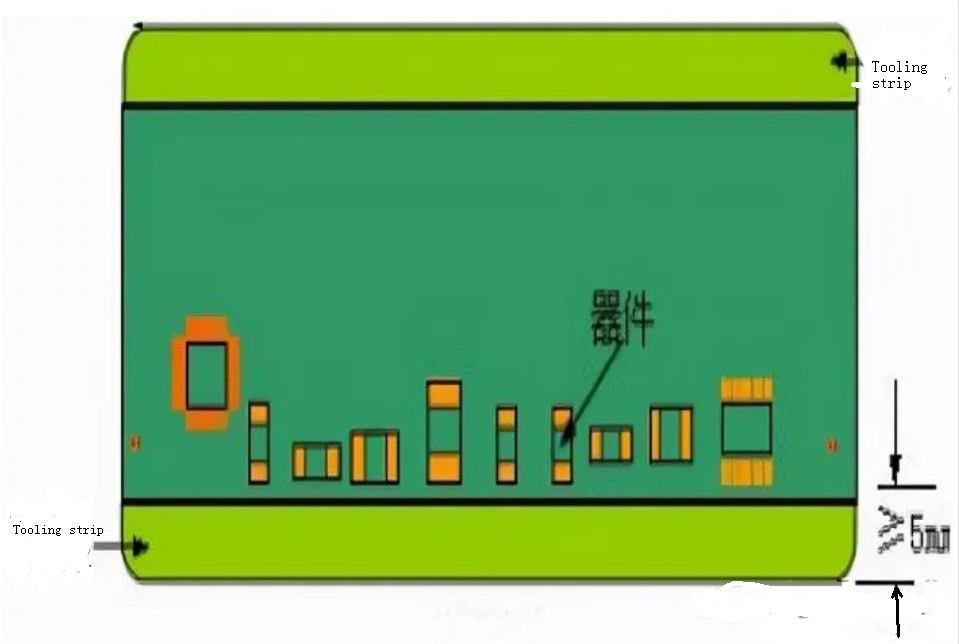
Смуга інструментів-це частина, що додається з обох боків або чотирьох сторін плати PCB, головним чином, щоб допомогти плагіну SMT, щоб зварювати плату, тобто для полегшення SMT SMT Machine Crack на плату PCB і протікати через машину SMT SMT. Якщо компоненти занадто близькі до краю доріжки поглинають компоненти в насадку SMT SMT і прикріпіть їх до плати друкованої плати, може виникнути явище зіткнення. Як результат, виробництво не може бути завершено, тому певна інструментальна смуга повинна бути зарезервована, із загальною шириною 2-5 мм. Цей метод також підходить для деяких компонентів плагінів, після хвильової пайки для запобігання подібних явищ.
Смуга інструментів не є частиною плати PCB і може бути видалена після завершення виробництва PCBA
ШляхВиготовити інструментальну смужку:
1, V-CUT: Прохідне з'єднання між смужкою інструментів та дошкою, злегка вирізаний з обох боків плати PCB, але не вирізати!
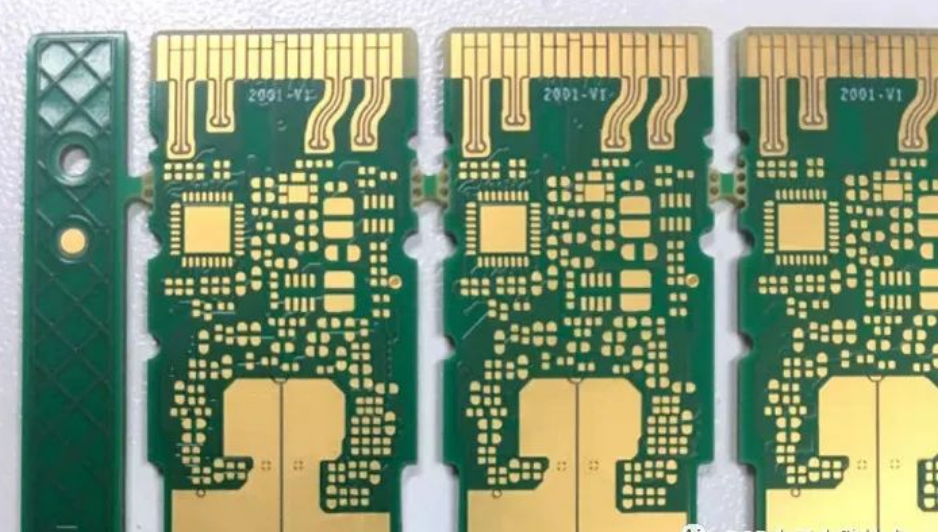
2, підключення смуги: Використовуйте кілька смуг для підключення плати друкованої плати, зробіть кілька отворів для штампів посередині, щоб руку можна було зламати або змивати машиною.
Не всі дошки друкованої плати повинні додати смугу інструментів, якщо простір плати PCB великий, не залишайте компонентів патчів в межах 5 мм по обидва боки друкованої плати, в цьому випадку немає необхідності додавати смугу інструментів, є також випадок плати PCB в межах 5 мм на одній стороні компонентів Patch, доки додавання інструментів з іншого боку. Вони потребують уваги інженера ПХБ.
Плата, яка споживається інструментальною смужкою, збільшить загальну вартість друкованої плати, тому необхідно збалансувати економіку та виробництво при розробці PCB Process Edge.
Для деякої спеціальної дошки друкованої плати, плата PCB з 2 або 4 інструментальною смужкою може бути значно спрощена шляхом розумного складання дошки.
У обробці SMT дизайн режиму розсилення повинно враховувати ширину доріжки машини SMT Shiping. Для дошки з шириною, що перевищує 350 мм, необхідно спілкуватися з інженером процесу постачальника SMT.