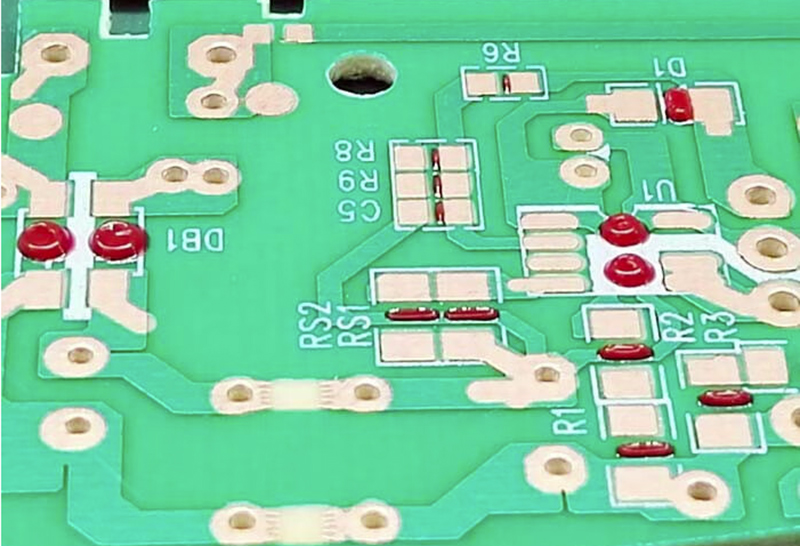
சிவப்பு பசை செயல்முறை:
SMT சிவப்பு பசை செயல்முறை சிவப்பு பசை சூடான குணப்படுத்தும் பண்புகளைப் பயன்படுத்திக் கொள்கிறது, இது இரண்டு பட்டைகள் இடையே ஒரு பத்திரிகை அல்லது விநியோகிப்பாளரால் நிரப்பப்படுகிறது, பின்னர் இணைப்பு மற்றும் ரிஃப்ளோ வெல்டிங் மூலம் குணப்படுத்தப்படுகிறது. இறுதியாக, அலை சாலிடரிங் மூலம், வெல்டிங் செயல்முறையை முடிக்க சாதனங்களைப் பயன்படுத்தாமல், அலை முகடுக்கு மேல் மேற்பரப்பு மவுண்ட் மேற்பரப்பு மட்டுமே.
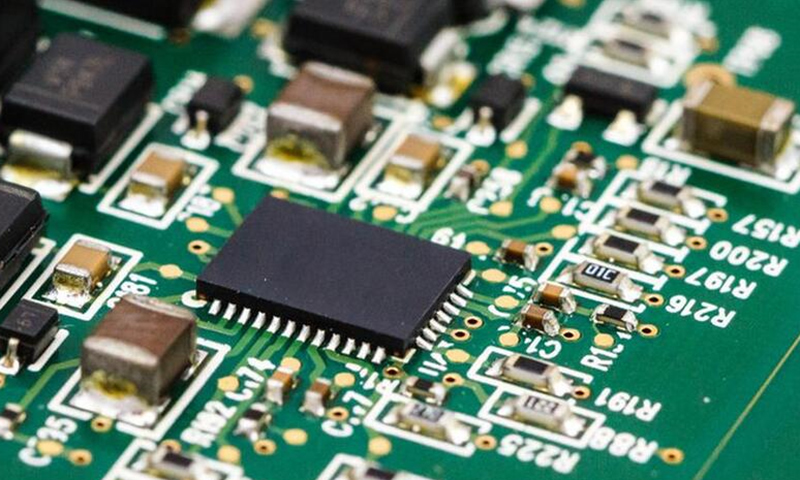
SMT சாலிடர் பேஸ்ட்:
எஸ்.எம்.டி சாலிடர் பேஸ்ட் செயல்முறை என்பது மேற்பரப்பு மவுண்ட் தொழில்நுட்பத்தில் ஒரு வகையான வெல்டிங் செயல்முறையாகும், இது முக்கியமாக மின்னணு கூறுகளின் வெல்டிங்கில் பயன்படுத்தப்படுகிறது. எஸ்எம்டி சாலிடர் பேஸ்ட் உலோக தகரம் தூள், ஃப்ளக்ஸ் மற்றும் பிசின் ஆகியவற்றால் ஆனது, இது நல்ல வெல்டிங் செயல்திறனை வழங்க முடியும் மற்றும் மின்னணு சாதனங்கள் மற்றும் அச்சிடப்பட்ட சர்க்யூட் போர்டு (பிசிபி) இடையே நம்பகமான இணைப்பை உறுதி செய்ய முடியும்.
SMT இல் சிவப்பு பசை செயல்முறையின் பயன்பாடு:
1.சேவ் செலவு
SMT சிவப்பு பசை செயல்முறையின் ஒரு முக்கிய நன்மை என்னவென்றால், அலை சாலிடரிங் போது சாதனங்களை உருவாக்க வேண்டிய அவசியமில்லை, இதனால் சாதனங்களை உருவாக்கும் செலவைக் குறைக்கிறது. எனவே, செலவுகளைச் சேமிக்க, சிறிய ஆர்டர்களை வைக்கும் சில வாடிக்கையாளர்களுக்கு பொதுவாக பிசிபிஏ செயலாக்க உற்பத்தியாளர்கள் சிவப்பு பசை செயல்முறையை பின்பற்ற வேண்டும். இருப்பினும், ஒப்பீட்டளவில் பின்தங்கிய வெல்டிங் செயல்முறையாக, பிசிபிஏ செயலாக்க ஆலைகள் பொதுவாக சிவப்பு பசை செயல்முறையை பின்பற்ற தயங்குகின்றன. ஏனென்றால், சிவப்பு பசை செயல்முறை பயன்படுத்தப்பட வேண்டிய குறிப்பிட்ட நிபந்தனைகளை பூர்த்தி செய்ய வேண்டும், மேலும் வெல்டிங் தரம் சாலிடர் பேஸ்ட் வெல்டிங் செயல்முறையைப் போல நல்லதல்ல.
2. கூறு அளவு பெரியது மற்றும் இடைவெளி அகலமானது
அலை சாலிடரிங்கில், மேற்பரப்பு பொருத்தப்பட்ட கூறுகளின் பக்கமானது பொதுவாக முகடு மீது தேர்ந்தெடுக்கப்படுகிறது, மேலும் செருகுநிரலின் பக்கமானது மேலே உள்ளது. மேற்பரப்பு மவுண்ட் கூறு அளவு மிகச் சிறியதாக இருந்தால், இடைவெளி மிகவும் குறுகியது, பின்னர் உச்சம் தகரால் இருக்கும்போது சாலிடர் பேஸ்ட் இணைக்கப்படும், இதன் விளைவாக குறுகிய சுற்று ஏற்படுகிறது. எனவே, சிவப்பு பசை செயல்முறையைப் பயன்படுத்தும் போது, கூறுகளின் அளவு போதுமானதாக இருப்பதை உறுதி செய்வது அவசியம், மேலும் இடைவெளி மிகச் சிறியதாக இருக்கக்கூடாது.
SMT சாலிடர் பேஸ்ட் மற்றும் சிவப்பு பசை செயல்முறை வேறுபாடு:
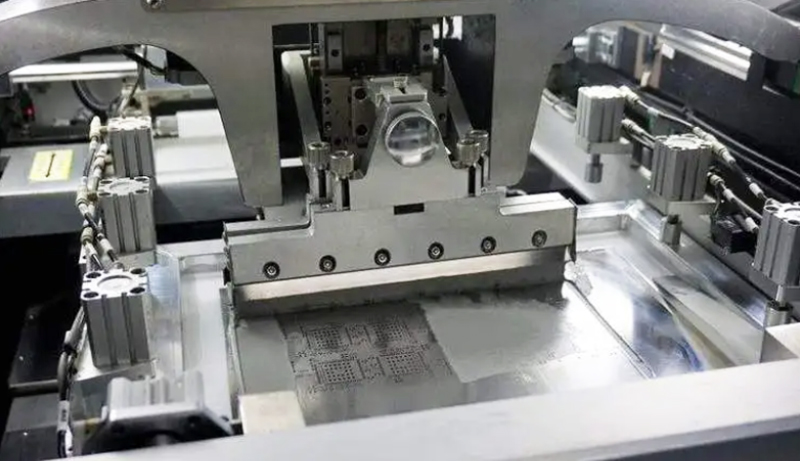
1. செயல்முறை கோணம்
விநியோகிக்கும் செயல்முறை பயன்படுத்தப்படும்போது, சிவப்பு பசை அதிக புள்ளிகளின் விஷயத்தில் முழு SMT பேட்ச் செயலாக்க வரியின் தடையாக மாறும்; அச்சிடும் செயல்முறை பயன்படுத்தப்படும்போது, அதற்கு முதல் AI மற்றும் பின்னர் இணைப்பு தேவைப்படுகிறது, மேலும் அச்சிடும் நிலையின் துல்லியம் மிக அதிகமாக உள்ளது. இதற்கு நேர்மாறாக, சாலிடர் பேஸ்ட் செயல்முறைக்கு உலை அடைப்புக்குறிகளைப் பயன்படுத்த வேண்டும்.
2. தர கோணம்
சிவப்பு பசை உருளை அல்லது விட்ரஸ் தொகுப்புகளுக்கான பகுதிகளைக் கைவிட எளிதானது, மேலும் சேமிப்பக நிலைமைகளின் செல்வாக்கின் கீழ், சிவப்பு ரப்பர் தகடுகள் ஈரப்பதத்திற்கு ஆளாகின்றன, இதன் விளைவாக பாகங்கள் இழப்பு ஏற்படுகிறது. கூடுதலாக, சாலிடர் பேஸ்டுடன் ஒப்பிடும்போது, அலை சாலிடரிங் செய்தபின் சிவப்பு ரப்பர் தட்டின் குறைபாடு வீதம் அதிகமாக உள்ளது, மேலும் வழக்கமான சிக்கல்களில் வெல்டிங் காணவில்லை.
3. உற்பத்தி செலவு
சாலிடர் பேஸ்ட் செயல்பாட்டில் உள்ள உலை அடைப்புக்குறி ஒரு பெரிய முதலீடாகும், மேலும் சாலிடர் மூட்டில் உள்ள சாலிடர் சாலிடர் பேஸ்ட்டை விட விலை உயர்ந்தது. இதற்கு நேர்மாறாக, பசை என்பது சிவப்பு பசை செயல்பாட்டில் ஒரு சிறப்பு செலவு. சிவப்பு பசை செயல்முறை அல்லது சாலிடர் பேஸ்ட் செயல்முறையைத் தேர்ந்தெடுக்கும்போது, பின்வரும் கொள்கைகள் பொதுவாக பின்பற்றப்படுகின்றன:
SM அதிக SMT கூறுகள் மற்றும் குறைவான செருகுநிரல் கூறுகள் இருக்கும்போது, பல SMT பேட்ச் உற்பத்தியாளர்கள் வழக்கமாக சாலிடர் பேஸ்ட் செயல்முறையைப் பயன்படுத்துகிறார்கள், மேலும் செருகுநிரல் கூறுகள் பிந்தைய செயலாக்க வெல்டிங்கைப் பயன்படுத்துகின்றன;
Plact அதிக செருகுநிரல் கூறுகள் மற்றும் குறைவான SMD கூறுகள் இருக்கும்போது, சிவப்பு பசை செயல்முறை பொதுவாகப் பயன்படுத்தப்படுகிறது, மேலும் செருகுநிரல் கூறுகளும் பிந்தைய பதப்படுத்தப்பட்டு வெல்டிங் செய்யப்படுகின்றன. எந்த செயல்முறை பயன்படுத்தப்பட்டாலும், உற்பத்தியை அதிகரிப்பதே இதன் நோக்கம். இருப்பினும், இதற்கு மாறாக, சாலிடர் பேஸ்ட் செயல்முறை குறைந்த குறைபாடு விகிதத்தைக் கொண்டுள்ளது, ஆனால் மகசூல் ஒப்பீட்டளவில் குறைவாக உள்ளது.
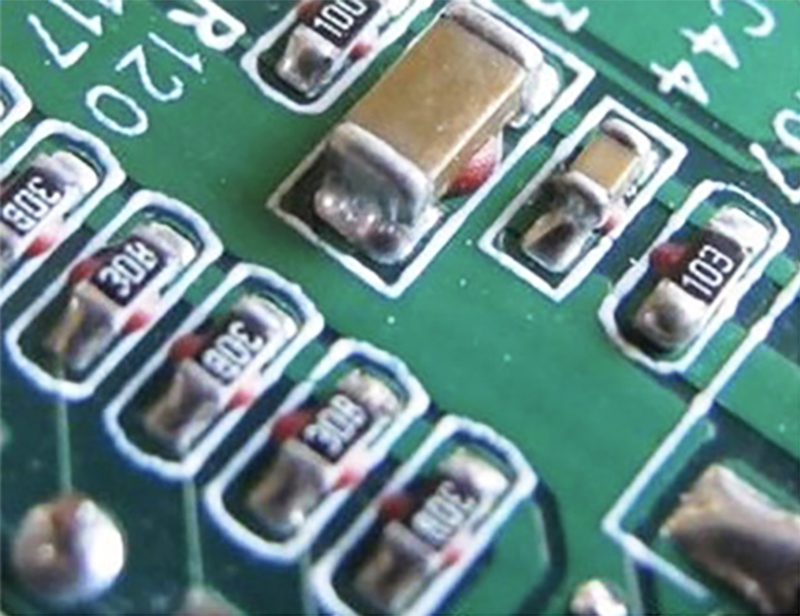
SMT மற்றும் DIP இன் கலவையான செயல்பாட்டில், ஒற்றை பக்க ரிஃப்ளக்ஸ் மற்றும் அலை முகடுகளின் இரட்டை உலை சூழ்நிலையைத் தவிர்ப்பதற்காக, பி.சி.பியின் அலை முகடு வெல்டிங் மேற்பரப்பில் சிப் உறுப்பின் இடுப்பில் சிவப்பு பசை வைக்கப்படுகிறது, இதனால் அலை க்ரெஸ்ட் வெல்டிங்கின் போது ஒரு முறை டின் பயன்படுத்தப்படலாம், சாலிடர் பேஸ்ட் பிரிண்டிங் செயல்முறையை நீக்குகிறது.
கூடுதலாக, சிவப்பு பசை பொதுவாக ஒரு நிலையான மற்றும் துணைப் பாத்திரத்தை வகிக்கிறது, மேலும் சாலிடர் பேஸ்ட் உண்மையான வெல்டிங் பாத்திரமாகும். சிவப்பு பசை மின்சாரத்தை நடத்தாது, அதே நேரத்தில் சாலிடர் பேஸ்ட் செய்கிறது. ரிஃப்ளோ வெல்டிங் இயந்திரத்தின் வெப்பநிலையைப் பொறுத்தவரை, சிவப்பு பசை வெப்பநிலை ஒப்பீட்டளவில் குறைவாக உள்ளது, மேலும் வெல்டிங்கை முடிக்க அலை சாலிடரிங் தேவைப்படுகிறது, அதே நேரத்தில் சாலிடர் பேஸ்டின் வெப்பநிலை ஒப்பீட்டளவில் அதிகமாக உள்ளது.