Generellt: jämfört med produktionsprocessen för flerskiktsskiva och dubbelskiktsbräda, finns det ytterligare två processer, respektive: inre linje och laminering.
I detalj: i produktionsprocessen av dubbelskiktsplatta, efter att skärningen är klar, kommer borrning att utföras, och sedan in i kopparn, linjen; I produktionsprocessen av flerskiktsskiva, efter att öppningen av materialet är klar, kommer det inte att borras direkt, men först måste det gå igenom den inre linjen och lamineringen och sedan in i borrverkstaden för att borra, och sedan in i kopparn och linjen.
Det vill säga, mellan öppningen och borrhålen läggs två processer av "inre linje" och "laminering". Ovanstående är skillnaden mellan multi-layer board och dubbel-lager kartong produktion.
Låt oss sedan ta en titt på vad de två processerna för den inre linjen och lamineringen gör
Inre linje
"Linje"-processen vid tillverkning av dubbelskiktsplattor, inklusive filmkomprimering, exponering, framkallning (om du glömmer det kan du gå tillbaka och titta på det).
Den "inre kretsen" här är inte så enkel! Förutom inre laminerad film, inre exponering, inre framkallning, inkluderar den även inre förbehandling, inre etsning, inre filmborttagning och inre AOI.
I tillverkningsprocessen för dubbelskiktsplattor är brädet efter kopparavsättningen avslutat, utan produktionslinjen, direkt in i pressfilmen, så det finns inget behov av att utföra ytterligare förpressningsbehandling. Och kopparfolieplattan här, kom precis från skärverkstaden, ytan på brädan kommer att ha föroreningar, så
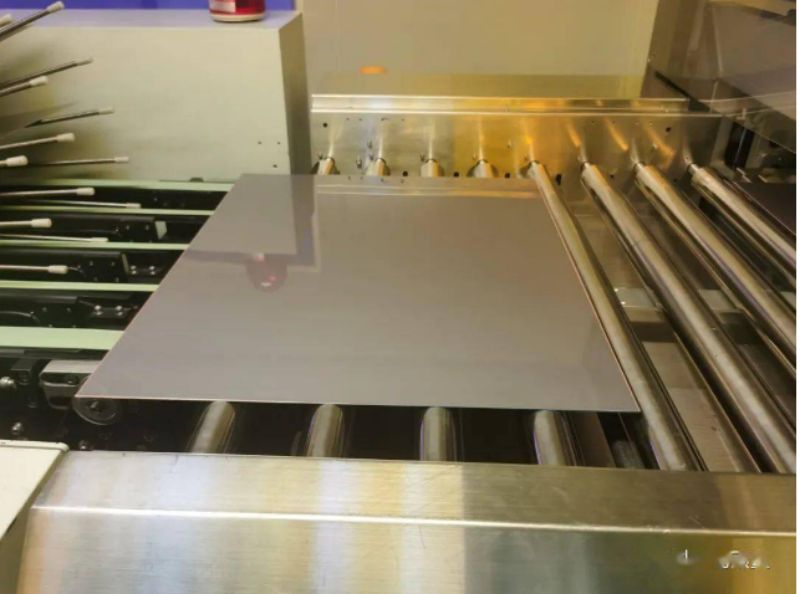
Innan den inre laminatfilmen är det nödvändigt att föra fram behandlingen och rengöringen, användningen av kemisk reaktion, först ta bort olja, vatten, rent vatten, två mikroetsningar (ta bort ytskräp) och sedan vatten och sedan betning (efter tvättning kommer ytan att oxideras, så den behöver betning), sedan vatten, torka sedan och sedan in i den inre laminatfilmen.
Inre laminatfilm före behandling

Efter att ha pressat brädan, eftersom den inte har borrats, ser den väldigt platt ut.
Pressning av film, exponering, framkallning, de specifika frågorna om dessa länkar, har introducerats i artikeln om produktion av tvåskiktsplattor, här kommer inte att upprepas.
Efter att framkallningen är klar kommer en del av mässingen att exponeras, eftersom det yttre lagret är en positiv filmprocess, det inre lagret är en negativ filmprocess. Därför, efter att det yttre skiktets utveckling har slutförts, är den exponerade linjen koppar den del som måste behållas, och den koppar som exponeras efter det inre skiktets utveckling är den del som behöver etsas bort, så
Den inre etsningsprocessen och den yttre etsningen är också olika, den inre etsningen är en alkalisk process, vid etsningstillfället är den torra filmen fortfarande kvar, delen utan den torra filmen (exponerad koppar) etsas bort först, och sedan tas formen bort.
Etsningen av det yttre skiktet avlägsnas först och etsas sedan, och linjen skyddas delvis av flytande tenn.
Inre filmetsningslinje, vänster ansvarar för etsning, höger ansvarar för filmuttag.

Efter etsning av kretskortet har överskottet av koppar etsat bort, och den återstående delen av den torra filmen har inte tagits bort.
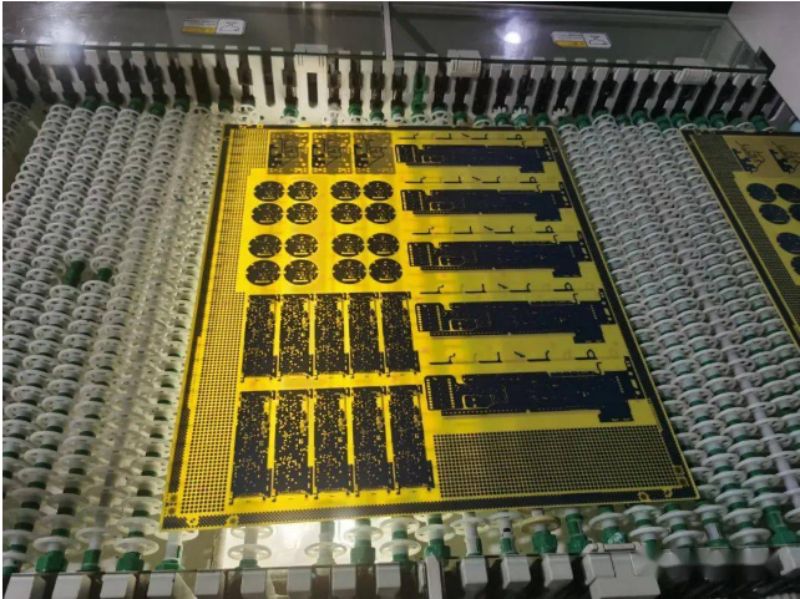
Kretskortet efter strippning.
Efter att det inre lagret av filmen är färdigt, är det inre lagret av linjen helt klart, vid denna tidpunkt, och sedan AOI optisk detektering, för att fastställa att det inte är några problem, kan du utföra lamineringsprocessen.
Laminering:
Gjorde nyss brädet, vi kallar det för den inre kärnbrädan, om det är 4 lager bräda blir det 1 inre bräda, om det är 6 lager bräda blir det 2 inre bräder.
Huvudsyftet med denna process är att göra den inre kärnplattan och det yttre lagret sammanfogade för att bilda en helhet. Ansvarig för bindningsmaterialet, kallat PP, kinesiskt kallat halvhärdande ark, huvudkompositionen är harts och glasfiber, det kommer också att spela den inre kärnskivan och den yttre kopparfoliens isoleringsändamål.
För att säkerställa kvaliteten på flerskiktskort är PP-leverantören av Jialichuang fortfarande South Asia Electronics.
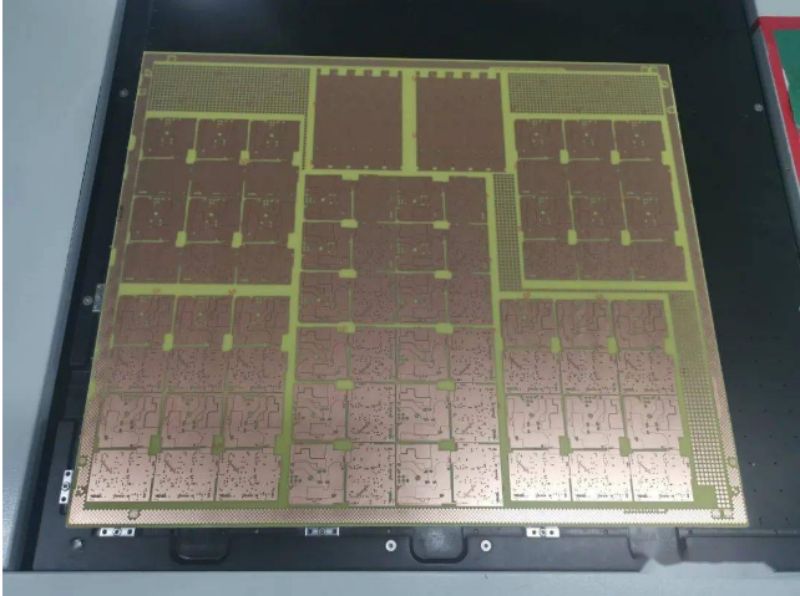
I allmänhet är lamineringsprocessen uppdelad i fyra steg i ordningsföljd: Brynning, förstapling, platta och pressning. Låt oss sedan titta på detaljerna för varje process separat. Den inre kärnplattan efter att filmborttagningen är klar bryntas först. Det brunfärgade kretskortet kommer att lägga till ett lager av brunfärgad film på kretskortets yta, som är en brun metalliserad substans, och dess yta är ojämn, för att göra det lättare att binda med PP.
Principen liknar vid reparation av ett cykeldäck, den trasiga platsen ska filas ut med en fil för att förbättra limvidhäftningen.
Browning-processen är också en kemisk reaktionsprocess som kommer att gå genom betning, alkalitvätt, flerkanalstvätt, torkning, kylning och andra processer.
prelap
Förstaplingsprocessen, som utförs i en dammfri verkstad, kommer att stapla samman kärnplattan och PP. En PP placeras på varje sida av kärnplattan. Längden och bredden på PP kommer att vara 2 mm större än kärnplattan för att förhindra ihåliga kanter efter pressning.
Flotte:
Huvudsyftet med radplattan är att lägga ett lager av kopparfolie ovanför PP-lagret för att förbereda för den efterföljande yttre linjen. Dessutom kommer stålplåt och kraftpapper att läggas på det yttersta lagret.laminering
De första stegen är att förbereda för den slutliga lamineringen.
Innan laminering, för att förhindra skevhet, kommer det att finnas en täckplåt, ca 12 mm tjock, stål.
Laminering innefattar två processer av varmpressning och kallpressning, respektive i varmpress och kallpress. Detta är en mycket viktig länk, för att beakta faktorerna inklusive vakuum, temperatur, tryck, tid, dessa faktorer samarbetar med varandra för att producera högkvalitativa kretskort.
Till exempel, under en viss tidsperiod, bör hur mycket temperatur, hur mycket tryck och hur lång tid som behövs justeras exakt.
Efter slutet av denna process kommer PP och den inre kärnplattan och den yttre kopparfolien att vara tätt sammankopplade.
Efter att ha kommit ut ur pressen utförs den automatiska demonteringen, stålplattan tas bort och den skickas till plutonrummet igen efter slipning. Som visas i figur 11 tar maskinen bort stålplåten.

Det laminerade flerskiktskretskortet kommer att returneras till sin ursprungliga borrverkstad för att borra, och resten av processen är densamma som tillverkningsprocessen för dubbelskiktskortet.