V procese výroby PCB existuje ďalší dôležitý proces, tj. Výhrada procesu Edge má veľký význam pre následné spracovanie záplaty SMT.
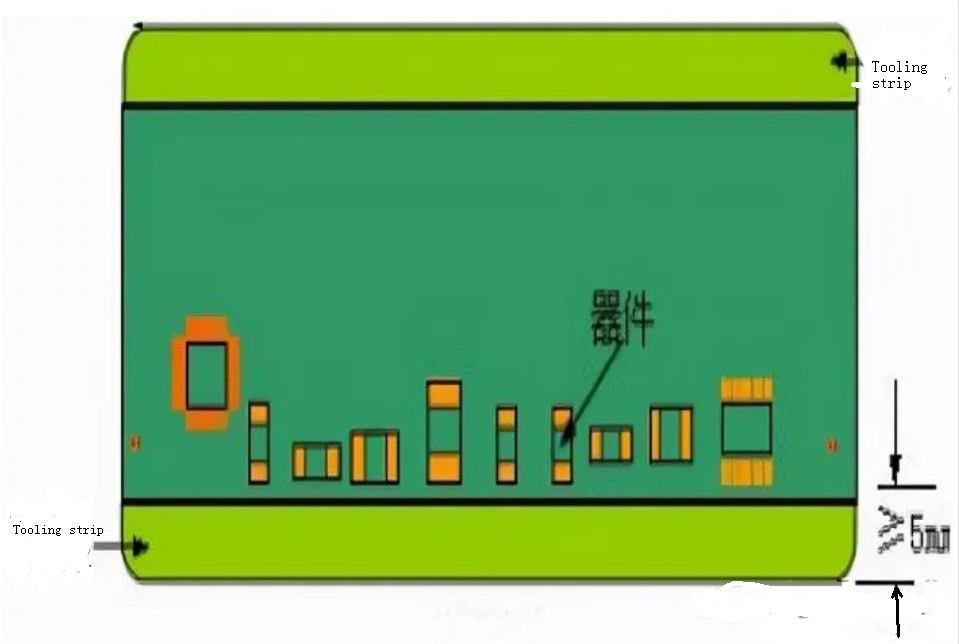
Nástrojový prúžok je časť pridaná na oboch stranách alebo na štyroch stranách dosky DPS, hlavne na pomoc doplnku SMT pri zvarovaní z dosky, to znamená, aby sa uľahčila skladová stopa SMT SMT Clamp na doske PCB a prietok cez stroj SMT SMT. Ak komponenty príliš blízko k okraju trate absorbujú komponenty v tryskach SMT SMT a pripojte ich k doske DPS, môže sa vyskytnúť zrážkový jav. Výsledkom je, že výroba nie je možné dokončiť, takže určitý nástroj s nástrojmi musí byť rezervovaný so všeobecnou šírkou 2-5 mm. Táto metóda je tiež vhodná pre niektoré komponenty doplnkov po spájkovaní vlny, aby sa zabránilo podobným javom.
Nástrojový prúžok nie je súčasťou dosky DPS a môže byť odstránený po dokončení výroby PCBA
CestaVytvorte nástroj nástrojov:
1, V-Cut: Procesné spojenie medzi nástrojom a doskou, mierne rezané na oboch stranách dosky DPS, ale nie rezané!
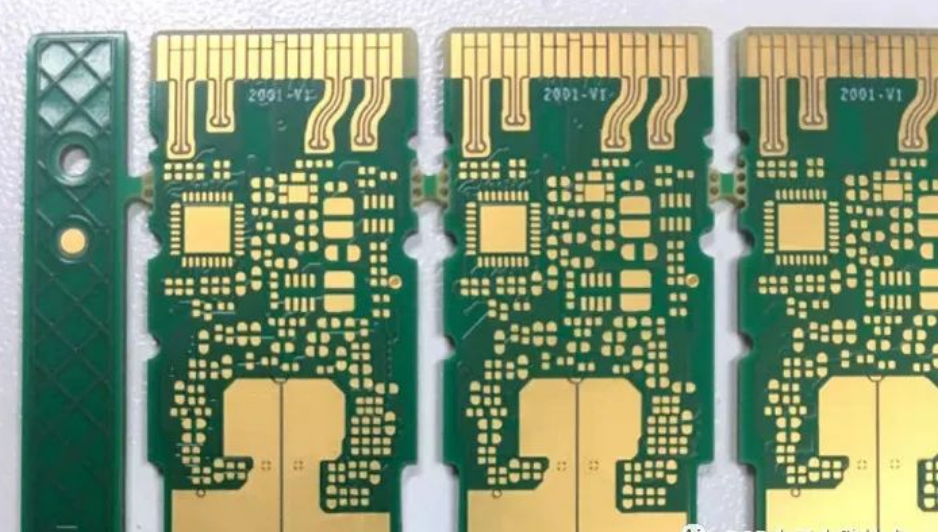
2, Pripojovacie tyče: Na pripojenie dosky DPS použite niekoľko pruhov, urobte v strede niekoľko otvorov známok, aby sa ruka mohla rozbiť alebo premyť strojom.
Nie všetky dosky DPS musia pridať nástroj na náradie, ak je priestor dosky DPS veľkým, nenechajte žiadne komponenty opráv v 5 mm na oboch stranách DPS, v tomto prípade nie je potrebné pridávať nástroj na náradie, na druhej strane je tiež prípad dosky DPS v rámci 5 mm na jednej strane, pokiaľ pridávajú prúžok nástrojov na druhej strane. Potrebujú pozornosť inžiniera PCB.
Doska konzumovaná pomocou nástroja zvýši celkové náklady na PCB, takže je potrebné vyvážiť ekonomiku a výrobu pri navrhovaní okrajov procesu PCB.
V prípade niektorých špeciálnych dosiek DPS PCB môže byť doska PCB s 2 alebo 4 nástrojmi na nástroj značne zjednodušený šikovným zostavením dosky.
V spracovaní SMT musí návrh režimu koliatkov plne zohľadniť šírku koľajovej trate stroja SMT. Pre dosku s pípaním so šírkou presahujúcou 350 mm je potrebné komunikovať s procesným inžinierom dodávateľa SMT.
