සාමාන්යයෙන්: බහු-ස්ථර පුවරුවේ සහ ද්විත්ව ස්ථර පුවරුවේ නිෂ්පාදන ක්රියාවලිය සමඟ සසඳන විට, පිළිවෙලින් තවත් ක්රියාවලි 2 ක් ඇත: අභ්යන්තර රේඛාව සහ ලැමිනේෂන්.
සවිස්තරාත්මකව: ද්විත්ව ස්ථර තහඩු නිෂ්පාදන ක්රියාවලියේදී, කැපීම අවසන් වූ පසු, විදුම් සිදු කරනු ලැබේ, පසුව තඹ, රේඛාව; බහු ස්ථර පුවරුවක නිෂ්පාදන ක්රියාවලියේදී, ද්රව්යය විවෘත කිරීමෙන් පසු එය කෙලින්ම විදුම් නොකෙරෙනු ඇත, නමුත් පළමුව එය අභ්යන්තර රේඛාව සහ ලැමිනේෂන් හරහා යාමට අවශ්ය වන අතර පසුව විදුම් වැඩමුළුවට සරඹ කිරීමට අවශ්ය වේ. තඹ සහ රේඛාව තුලට.
එනම්, විවෘත කිරීම සහ විදින සිදුරු අතර, "අභ්යන්තර රේඛාව" සහ "ලැමිනේෂන්" යන ක්රියාවලි දෙකක් එකතු කරනු ලැබේ. ඉහත දැක්වෙන්නේ බහු ස්ථර පුවරුව සහ ද්විත්ව ස්ථර පුවරු නිෂ්පාදනය අතර වෙනසයි.
ඊළඟට, අපි බලමු අභ්යන්තර රේඛාව සහ ලැමිනේෂන් යන ක්රියාවලීන් දෙක කරන්නේ කුමක්ද යන්න
අභ්යන්තර රේඛාව
චිත්රපට සම්පීඩනය, නිරාවරණය, සංවර්ධනය (ඔබට අමතක නම්, ඔබට ආපසු ගොස් එය දෙස බැලිය හැකිය) ඇතුළුව ද්විත්ව ස්ථර තහඩු නිෂ්පාදනය කිරීමේදී "රේඛාව" ක්රියාවලිය.
මෙහි "අභ්යන්තර පරිපථය" එතරම් සරල නැත! අභ්යන්තර ලැමිෙන්ටඩ් පටල, අභ්යන්තර නිරාවරණය, අභ්යන්තර සංවර්ධනයට අමතරව, අභ්යන්තර පූර්ව ප්රතිකාර, අභ්යන්තර කැටයම්, අභ්යන්තර පටල ඉවත් කිරීම සහ අභ්යන්තර AOI ද ඇතුළත් වේ.
ද්වි-ස්ථර තහඩු නිෂ්පාදන ක්රියාවලියේදී, තඹ තැන්පත් කිරීමෙන් පසු පුවරුව, නිෂ්පාදන රේඛාවෙන් තොරව, සෘජුවම පීඩන චිත්රපටයට, ඒ නිසා අතිරේක පූර්ව පීඩන ප්රතිකාර සිදු කිරීමට අවශ්ය නොවේ. තවද මෙහි ඇති තඹ තීරු තහඩුව, කැපුම් වැඩමුළුවෙන් පැමිණියේය, පුවරුවේ මතුපිට අපද්රව්ය ඇත, එබැවින්
අභ්යන්තර ලැමිෙන්ට් පටලයට පෙර, ප්රතිකාර කිරීම සහ පිරිසිදු කිරීම, රසායනික ප්රතික්රියාව භාවිතා කිරීම, ප්රථමයෙන් තෙල්, ජලය, පිරිසිදු ජලය, ක්ෂුද්ර කැටයම් දෙකක් (මතුපිට සුන්බුන් ඉවත් කරන්න) ඉවත් කරන්න, ඉන්පසු ජලය, පසුව අච්චාරු දැමීම අවශ්ය වේ. සේදීම, මතුපිට ඔක්සිකරණය වනු ඇත, ඒ නිසා එය අච්චාරු දැමීම අවශ්ය වේ), පසුව ජලය, පසුව වියළි, සහ පසුව අභ්යන්තර laminate චිත්රපටය බවට.
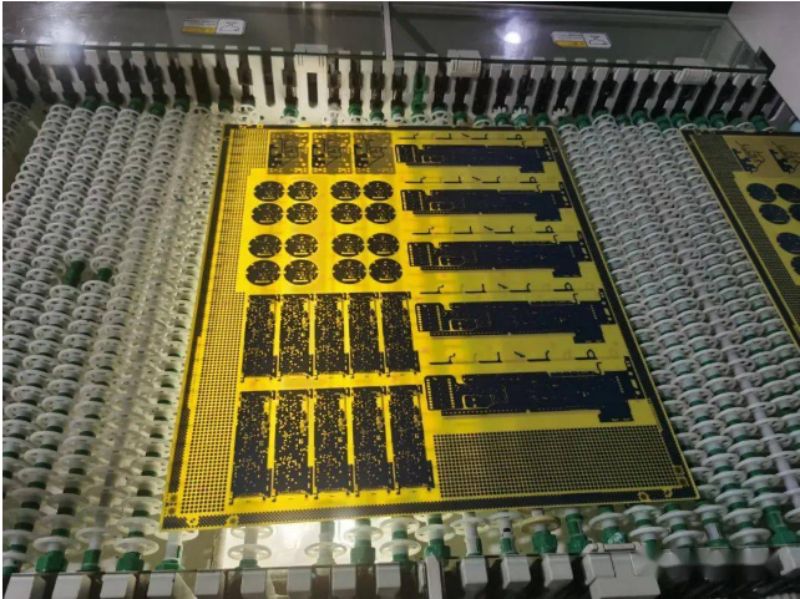
ප්රතිකාර කිරීමට පෙර අභ්යන්තර ලැමිෙන්ට් චිත්රපටය

පුවරුව එබීමෙන් පසු, එය සිදුරු කර නොමැති නිසා, එය ඉතා පැතලි ලෙස පෙනේ.
එබීම චිත්රපටය, නිරාවරණය, සංවර්ධනය, මෙම සබැඳි වල නිශ්චිත කරුණු ද්විත්ව ස්ථර තහඩු නිෂ්පාදනය පිළිබඳ ලිපියේ හඳුන්වා දී ඇත, මෙහි නැවත නැවත සිදු නොවේ.
සංවර්ධනය අවසන් වූ පසු, පිත්තල කොටසක් නිරාවරණය වනු ඇත, බාහිර ස්ථරය ධනාත්මක චිත්රපට ක්රියාවලියක් වන නිසා, අභ්යන්තර ස්ථරය සෘණ චිත්රපට ක්රියාවලියකි. එබැවින්, පිටත ස්තර සංවර්ධනය අවසන් වූ පසු, නිරාවරණය වූ රේඛා තඹ රඳවා තබා ගත යුතු කොටස වන අතර, අභ්යන්තර ස්ථර සංවර්ධනයෙන් පසු නිරාවරණය වන තඹ ඉවත් කළ යුතු කොටස වේ.
අභ්යන්තර කැටයම් කිරීමේ ක්රියාවලිය සහ පිටත කැටයම් කිරීමේ ක්රියාවලිය ද වෙනස් ය, අභ්යන්තර කැටයම් ක්ෂාරීය ක්රියාවලියකි, කැටයම් කරන අවස්ථාවේ දී, වියළි පටලය තවමත් පවතී, වියළි පටලය නොමැති කොටස (නිරාවරණය වූ තඹ) පළමුව ඉවත් කරනු ලැබේ, සහ එවිට අච්චුව ඉවත් කරනු ලැබේ.
පිටත තට්ටුවේ කැටයම් මුලින්ම ඉවත් කර පසුව කැටයම් කර ඇති අතර, රේඛාව අර්ධ වශයෙන් දියර ටින් මගින් ආරක්ෂා කර ඇත.
අභ්යන්තර චිත්රපට කැටයම් රේඛාව, වම එතීම සඳහා වගකිව යුතුය, චිත්රපට ඉවත් කිරීම සඳහා දකුණ වගකිව යුතුය.

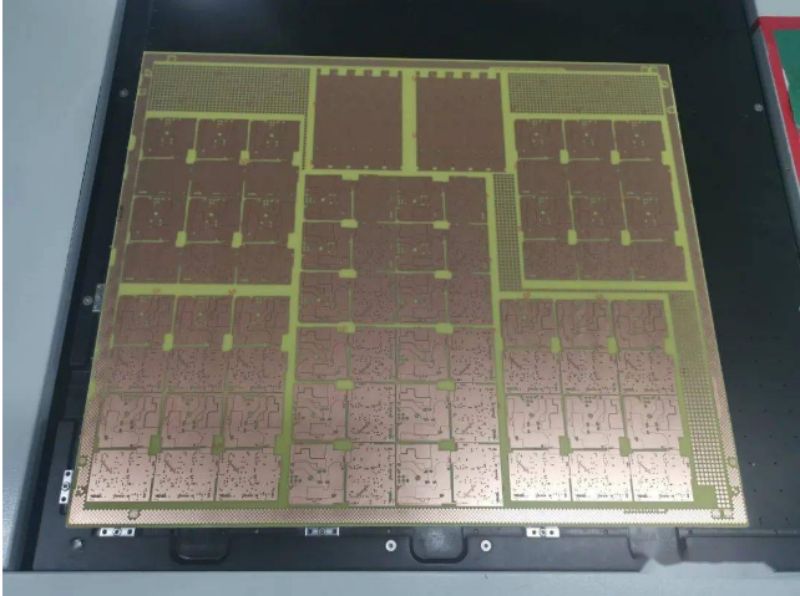
පරිපථ පුවරුව කැටයම් කිරීමෙන් පසු, අතිරික්ත තඹ ඉවත් කර ඇති අතර, වියළි චිත්රපටයේ ඉතිරි කොටස ඉවත් කර නැත.
ඉවත් කිරීමෙන් පසු පරිපථ පුවරුව.
චිත්රපටයේ අභ්යන්තර ස්ථරය සම්පූර්ණ කිරීමෙන් පසුව, රේඛාවේ අභ්යන්තර ස්ථරය සම්පූර්ණයෙන්ම සිදු කර ඇත, මෙම අවස්ථාවේදී, පසුව AOI දෘශ්ය හඳුනාගැනීම, ගැටළුවක් නොමැති බව තීරණය කිරීම සඳහා, ඔබට ලැමිනේෂන් ක්රියාවලිය සිදු කළ හැකිය.
ලැමිනේෂන්:
නිකන් බෝඩ් එක හැදුවා, අපි ඒකට ඉන්නර් කෝර් බෝඩ් කියනවා, බෝඩ් ස්තර 4ක් නම්, ඉන්නර් කෝර් බෝඩ් 1ක්, බෝඩ් ස්තර 6ක් නම්, ඉන්නර් කෝර් බෝඩ් 2ක් තියෙනවා.
මෙම ක්රියාවලියේ ප්රධාන පරමාර්ථය වන්නේ අභ්යන්තර හර තහඩුව සහ පිටත තට්ටුව එකට බැඳී සමස්ථයක් සෑදීමයි. බන්ධන ද්රව්ය සඳහා වගකිව යුතු, පීපී නමින් හැඳින්වෙන, චීන භාෂාවෙන් අර්ධ සුව කිරීමේ පත්රය ලෙස හැඳින්වේ, ප්රධාන සංයුතිය දුම්මල සහ වීදුරු කෙඳි වේ, එය අභ්යන්තර හර පුවරුව සහ පිටත තඹ තීරු පරිවාරක අරමුණ ද ඉටු කරනු ඇත.
බහු-ස්ථර පුවරුවේ ගුණාත්මකභාවය සහතික කිරීම සඳහා, Jialichuang හි PP සැපයුම්කරු තවමත් දකුණු ආසියානු ඉලෙක්ට්රොනික වේ.
සාමාන්යයෙන්, ලැමිනේෂන් ක්රියාවලිය පිළිවෙලින් පියවර හතරකට බෙදා ඇත: දුඹුරු, පෙර-ස්ටැකිං, ප්ලැටෙන් සහ පීඩනය. මීළඟට, අපි එක් එක් ක්රියාවලියේ විස්තර වෙන වෙනම බලමු. පටල ඉවත් කිරීම අවසන් වූ පසු අභ්යන්තර හර තහඩුව පළමුව දුඹුරු වේ. දුඹුරු පැහැති පරිපථ පුවරුව PP සමඟ බැඳීම පහසු කිරීම සඳහා දුඹුරු ලෝහමය ද්රව්යයක් වන පරිපථ පුවරුවේ මතුපිට දුඹුරු පැහැ පටල තට්ටුවක් එකතු කරනු ඇත, එහි මතුපිට අසමාන වේ.
බයිසිකල් ටයරයක් අලුත්වැඩියා කිරීමේදී මූලධර්මය සමාන වේ, කැඩුණු ස්ථානය මැලියම් ඇලවීම වැඩි දියුණු කිරීම සඳහා ගොනුවක් සමඟ ගොනු කළ යුතුය.
දුඹුරු කිරීමේ ක්රියාවලිය රසායනික ප්රතික්රියා ක්රියාවලියක් වන අතර, එය අච්චාරු දැමීම, ක්ෂාර සේදීම, බහු නාලිකා සේදීම, වියළීම, සිසිලනය සහ වෙනත් ක්රියාවලීන් හරහා ගමන් කරයි.
prelap
දූවිලි-නිදහස් වැඩමුළුවක සිදු කරන ලද පූර්ව-ගොඩකිරීමේ ක්රියාවලිය, මූලික තහඩුව සහ PP එකට ගොඩගැසෙනු ඇත. මූලික තහඩුවේ සෑම පැත්තකින්ම PP එකක් තබා ඇත. එබීමෙන් පසු හිස් දාර වැළැක්වීම සඳහා PP හි දිග සහ පළල මූලික තහඩුවට වඩා 2mm විශාල වේ.
පරාල:
පේළි තහඩුවේ ප්රධාන අරමුණ වන්නේ පසුකාලීන පිටත රේඛාව සඳහා සකස් කිරීම සඳහා PP ස්ථරයට ඉහලින් තඹ තීරු තට්ටුවක් එකතු කිරීමයි. මීට අමතරව, වානේ තහඩු සහ ක්රාෆ්ට් කඩදාසි පිටත තට්ටුවට එකතු කරනු ලැබේ.ලැමිනේෂන්
පළමු පියවර කිහිපය වන්නේ අවසාන ලැමිනේෂන් සඳහා සූදානම් වීමයි.
ලැමිෙන්ට් කිරීමට පෙර, විකෘති වීම වැළැක්වීම සඳහා, ආවරණ තහඩුවක්, මිලිමීටර් 12 ක් පමණ ඝන, වානේ ඇත.
ලැමිනේට් කිරීම උණුසුම් මුද්රණ යන්ත්රයේ සහ සීතල මුද්රණාලයේ පිළිවෙලින් උණුසුම් පීඩනය සහ සීතල පීඩනය යන ක්රියාවලීන් දෙකක් ඇතුළත් වේ. මෙය ඉතා වැදගත් සබැඳියකි, රික්තය, උෂ්ණත්වය, පීඩනය, කාලය ඇතුළු සාධක සලකා බැලීම සඳහා, මෙම සාධක එකිනෙකා සමඟ සහයෝගයෙන්, උසස් තත්ත්වයේ පරිපථ පුවරු නිෂ්පාදනය කිරීම සඳහා.
නිදසුනක් වශයෙන්, යම් කාල පරිච්ඡේදයක් තුළ, උෂ්ණත්වය කොපමණ ප්රමාණයක්, පීඩනය කොපමණ ප්රමාණයක් සහ අවශ්ය වන කාලය, නිශ්චිතවම සකස් කළ යුතුය.
මෙම ක්රියාවලිය අවසන් වූ පසු, PP සහ අභ්යන්තර හර තහඩුව සහ පිටත තඹ තීරු එකට සමීපව සම්බන්ධ වේ.
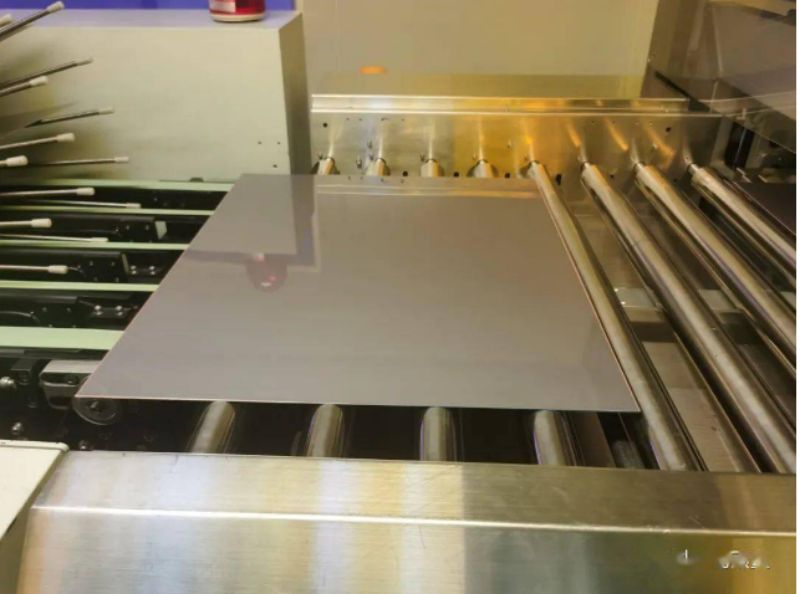
මුද්රණාලයෙන් පිටතට පැමිණීමෙන් පසු, ස්වයංක්රීයව විසුරුවා හැරීම සිදු කරනු ලැබේ, වානේ තහඩුව ඉවත් කර, එය ඇඹරීමෙන් පසුව නැවත ප්ලැටූන් කාමරයට යවනු ලැබේ. රූපය 11 හි පෙන්වා ඇති පරිදි, යන්ත්රය වානේ තහඩුව ඉවත් කරයි.

ලැමිෙන්ටඩ් බහු-ස්ථර පරිපථ පුවරුව සරඹ කිරීම සඳහා එහි මුල් විදුම් වැඩමුළුව වෙත ආපසු ලබා දෙනු ඇත, ඉතිරි ක්රියාවලිය ද්විත්ව ස්ථර පුවරුවේ නිෂ්පාදන ක්රියාවලියට සමාන වේ.