Tak jak sklepy z narzędziami muszą zarządzać i wyświetlać gwoździe i śruby różnego typu, metryczne, materiałowe, długości, szerokości i skoku itp., tak projekt PCB musi również zarządzać obiektami projektowymi, takimi jak otwory, szczególnie w projektach o dużej gęstości. Tradycyjne projekty PCB mogą wykorzystywać tylko kilka różnych otworów przejściowych, ale dzisiejsze projekty połączeń wzajemnych o dużej gęstości (HDI) wymagają wielu różnych typów i rozmiarów otworów przejściowych. Aby można było prawidłowo wykorzystać każdy otwór przejściowy, należy nim zarządzać, zapewniając maksymalną wydajność płyty i bezbłędną produkcję. W tym artykule szczegółowo omówiono potrzebę zarządzania otworami przelotowymi o dużej gęstości w projektowaniu płytek PCB i opisano, jak to osiągnąć.
Czynniki wpływające na projektowanie płytek PCB o dużej gęstości
Ponieważ zapotrzebowanie na małe urządzenia elektroniczne stale rośnie, płytki drukowane zasilające te urządzenia muszą się kurczyć, aby się w nie zmieścić. Jednocześnie, aby spełnić wymagania dotyczące poprawy wydajności, urządzenia elektroniczne muszą dodać więcej urządzeń i obwodów na płytce. Rozmiar urządzeń PCB stale maleje, a liczba pinów rośnie, dlatego w projektowaniu trzeba używać mniejszych pinów i mniejszych odstępów, co komplikuje problem. Dla projektantów PCB jest to odpowiednik coraz mniejszej torby, w której mieści się coraz więcej rzeczy. Tradycyjne metody projektowania płytek drukowanych szybko osiągają swoje granice.
Aby sprostać potrzebie dodania większej liczby obwodów do mniejszego rozmiaru płytki, powstała nowa metoda projektowania płytek PCB – High-density Interconnect, w skrócie HDI. Konstrukcja HDI wykorzystuje bardziej zaawansowane techniki produkcji płytek drukowanych, mniejsze szerokości linii, cieńsze materiały oraz ślepe, zakopane lub wywiercone laserowo mikrootwory. Dzięki tej charakterystyce o dużej gęstości można umieścić więcej obwodów na mniejszej płytce, co stanowi realne rozwiązanie w zakresie połączeń dla wielopinowych układów scalonych.
Istnieje kilka innych korzyści wynikających ze stosowania tych otworów o dużej gęstości:
Kanały okablowania:Ponieważ ślepe i zakopane otwory oraz mikrootwory nie przenikają przez stos warstw, tworzy to w projekcie dodatkowe kanały okablowania. Dzięki strategicznemu rozmieszczeniu różnych otworów przelotowych projektanci mogą okablować urządzenia za pomocą setek styków. Jeśli używane są tylko standardowe otwory przelotowe, urządzenia z tak dużą liczbą pinów zwykle blokują wszystkie wewnętrzne kanały okablowania.
Integralność sygnału:Wiele sygnałów w małych urządzeniach elektronicznych ma również specyficzne wymagania dotyczące integralności sygnału, a otwory przelotowe nie spełniają takich wymagań projektowych. Dziury te mogą tworzyć anteny, powodować problemy z zakłóceniami elektromagnetycznymi lub wpływać na ścieżkę zwrotną sygnału w sieciach krytycznych. Zastosowanie otworów nieprzelotowych i zakopanych lub mikrootworów eliminuje potencjalne problemy z integralnością sygnału spowodowane użyciem otworów przelotowych.
Aby lepiej zrozumieć te otwory przelotowe, przyjrzyjmy się różnym typom otworów przelotowych, które można zastosować w projektach o dużej gęstości i ich zastosowaniach.
Rodzaj i konstrukcja otworów połączeniowych o dużej gęstości
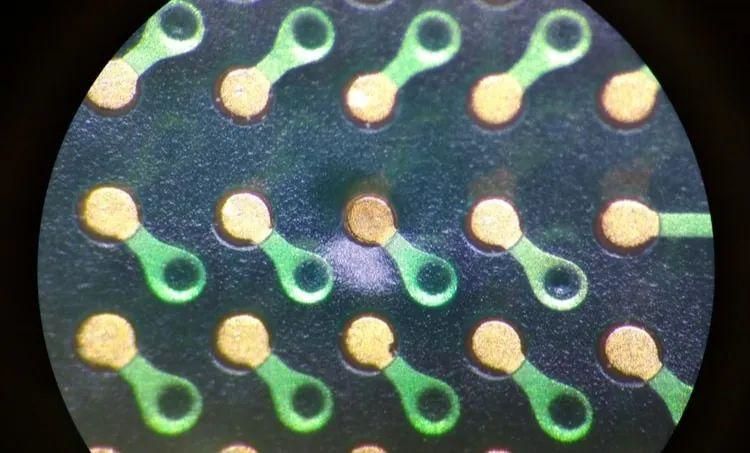
Otwór przejściowy to otwór na płytce drukowanej, który łączy dwie lub więcej warstw. Ogólnie rzecz biorąc, otwór przekazuje sygnał przenoszony przez obwód z jednej warstwy płytki do odpowiedniego obwodu w drugiej warstwie. W celu przeprowadzenia sygnałów pomiędzy warstwami okablowania otwory są w procesie produkcyjnym metalizowane. W zależności od konkretnego zastosowania rozmiar otworu i podkładki są różne. Mniejsze otwory przelotowe służą do okablowania sygnałowego, podczas gdy większe otwory przelotowe służą do okablowania zasilania i uziemienia lub do wspomagania ogrzewania urządzeń przegrzewających się.
Różne rodzaje otworów na płytce drukowanej
otwór przelotowy
Otwór przelotowy to standardowy otwór przelotowy stosowany w dwustronnych płytkach drukowanych od chwili ich wprowadzenia na rynek. Otwory są wiercone mechanicznie na całej płytce drukowanej i galwanizowane. Jednakże minimalny otwór, jaki można wywiercić wiertarką mechaniczną, ma pewne ograniczenia, zależne od stosunku średnicy wiertła do grubości blachy. Ogólnie rzecz biorąc, otwór przelotowy jest nie mniejszy niż 0,15 mm.
Ślepy otwór:
Podobnie jak otwory przelotowe, otwory wierci się mechanicznie, ale przy większej liczbie etapów produkcji tylko część płyty jest wiercona z powierzchni. W przypadku otworów ślepych występuje również problem ograniczenia rozmiaru bitu; Ale w zależności od tego, po której stronie deski się znajdujemy, możemy okablować powyżej lub poniżej ślepego otworu.
Zakopana dziura:
Otwory zakopane, podobnie jak otwory ślepe, wierci się mechanicznie, ale zaczynają się i kończą w wewnętrznej warstwie deski, a nie na powierzchni. Ten otwór przelotowy wymaga również dodatkowych etapów wytwarzania ze względu na konieczność osadzenia w stosie płyt.
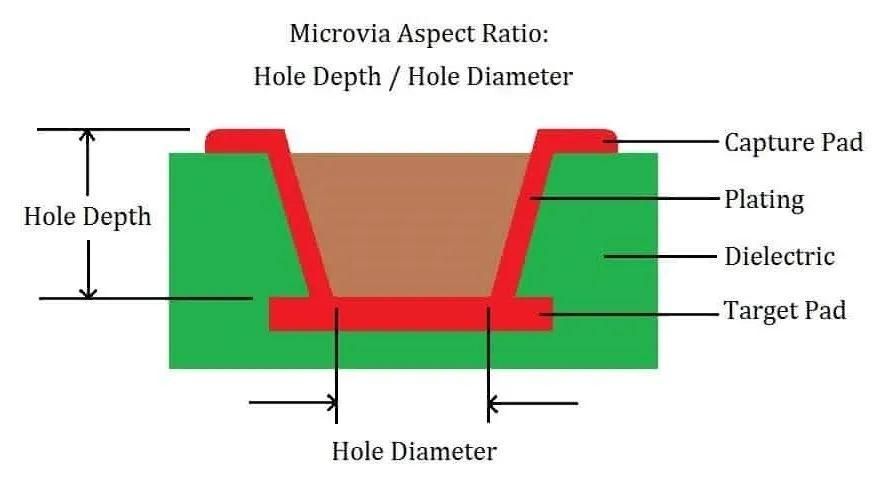
Mikropory
Perforację tę usuwa się laserem, a otwór jest mniejszy niż granica 0,15 mm dla wiertła mechanicznego. Ponieważ mikrootwory obejmują tylko dwie sąsiednie warstwy płyty, współczynnik kształtu sprawia, że otwory dostępne do powlekania są znacznie mniejsze. Mikrootworki można również umieścić na powierzchni lub wewnątrz deski. Mikrootwory są zwykle wypełnione i platerowane, zasadniczo ukryte i dlatego można je umieścić w kulkach lutowniczych elementów do montażu powierzchniowego takich komponentów, jak układy siatki kulkowej (BGA). Ze względu na mały otwór podkładka wymagana do mikrootworu jest również znacznie mniejsza niż w przypadku zwykłego otworu, około 0,300 mm.
Zgodnie z wymaganiami projektowymi powyższe różne typy otworów można skonfigurować tak, aby współpracowały ze sobą. Na przykład mikropory można układać w stosy z innymi mikroporami, a także z zakopanymi dziurami. Otwory te można również nakładać na siebie. Jak wspomniano wcześniej, mikrootwory można umieścić w podkładkach z kołkami do montażu powierzchniowego. Problem zagęszczenia okablowania został dodatkowo złagodzony poprzez brak tradycyjnego prowadzenia od podkładki do montażu powierzchniowego do wylotu wentylatora.