ਐਚ.ਡੀ.ਆਈ: ਸੰਖੇਪ ਰੂਪ ਵਿੱਚ ਸੰਖੇਪ ਵਿੱਚ, ਉੱਚ-ਡੈਨਸਿਟੀ ਇੰਟਰਚਨੈਕਸ਼ਨ, ਗੈਰ-ਮਕੈਨੀਕਲ ਡ੍ਰਿਲਿੰਗ, ਮਾਈਕਰੋ-ਅੰਮ੍ਰਿਤ ਦ੍ਰਿੜਤਾ ਦੀ ਰਿੰਗ, ਦੇ ਅੰਦਰ ਅਤੇ ਬਾਹਰ ਮਲਟੀਲੇਅਰ ਬੋਰਡ ਦੇ ਉਤਪਾਦਨ ਨੂੰ ਐਚਡੀਆਈ ਬੋਰਡ ਕਿਹਾ ਜਾਂਦਾ ਹੈ.
ਅੰਨ੍ਹੀ ਦੁਆਰਾ: ਅੰਨ੍ਹੇ ਲਈ ਛੋਟਾ ਜਿਹਾ, ਅੰਦਰੂਨੀ ਅਤੇ ਬਾਹਰੀ ਪਰਤਾਂ ਦੇ ਵਿਚਕਾਰ ਕੁਨੈਕਸ਼ਨ ਦੀ ਸੰਕਰਮ ਦਾ ਅਹਿਸਾਸ ਹੁੰਦਾ ਹੈ.
ਬਿਲਡ ਦੁਆਰਾ ਦਫ਼ਨਾਇਆ ਗਿਆ: ਅੰਦਰੂਨੀ ਪਰਤ ਅਤੇ ਅੰਦਰੂਨੀ ਪਰਤ ਦੇ ਵਿਚਕਾਰ ਸਬੰਧ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਛੋਟਾ.
ਬਲਾਇੰਡ ਦੁਆਰਾ ਜਿਆਦਾਤਰ ਇਕ ਛੋਟਾ ਜਿਹਾ ਮੋਰੀ ਹੈ ਜਿਸ ਵਿਚ 0.05mm ~ 0.15 ਮਿਲੀਮੀਟਰ ਐੱਮ.ਈ.
HDI ਬੋਰਡ ਸਮੱਗਰੀ
1. ਐਚ ਪਲੇਟ ਸਮੱਗਰੀ ਆਰਸੀਸੀ, ਐਲਡੀਪੀ, ਐਫ.ਆਰ.4
ਆਰਸੀਸੀਸੀ: ਰੈਸਿਨ ਨੇ ਰਾਲ ਦੇ ਸਿਰੇ ਦੇ ਕੋਟੇਡ ਤਾਂਬੇ ਦਾ ਫੁਆਇਲ ਫੁਆਇਲ, ਹੀਟ-ਰੋਧਕ, ਆਕਸੀਕਰਨ-ਰੋਧਕ, ਆਦਿ ਨੂੰ ਦਿਖਾਇਆ ਗਿਆ ਹੈ: (ਜਦੋਂ ਮੋਟਾਈ 4mil ਤੋਂ ਵੱਧ ਹੋਵੇ)
ਆਰਸੀਐਲ ਦੀ ਰੈਸਿਨ ਪਰਤ ਵਿੱਚ ਉਹੀ ਪ੍ਰਕਿਰਿਆ ਹੈ ਜੋ ਫਰ -1/4 / ਬੌਂਬੰਦ ਸ਼ੀਟਾਂ (ਪ੍ਰੀਪਰੇਗ) ਹੈ. ਇਕੱਤਰਤਾ ਵਿਧੀ ਦੇ ਬਹੁ-ਅਮੇਲੇਅਰ ਬੋਰਡ ਦੀਆਂ ਸੰਬੰਧਿਤ ਪ੍ਰਦਰਸ਼ਨ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਤੋਂ ਇਲਾਵਾ, ਜਿਵੇਂ ਕਿ:
(1) ਉੱਚ ਇਨਸੂਲੇਸ਼ਨ ਭਰੋਸੇਯੋਗਤਾ ਅਤੇ ਸੂਖਮ-ਨਾਲ-ਕਰ ਰਹੇ ਮੋਰੀ ਭਰੋਸੇਯੋਗਤਾ;
(2) ਉੱਚ ਸ਼ੀਸ਼ੇ ਦਾ ਤਬਦੀਲੀ ਦਾ ਤਾਪਮਾਨ (ਟੀਜੀ);
()) ਘੱਟ ਡਾਇਲੈਕਟ੍ਰਿਕ ਨਿਰੰਤਰ ਅਤੇ ਘੱਟ ਪਾਣੀ ਦੇ ਸਮਾਈ;
()) ਕਾੱਪਰ ਫੁਆਇਲ ਨੂੰ ਉੱਚਾ ਚੁਸਤ ਅਤੇ ਤਾਕਤ;
(5) ਇਲਾਜ ਤੋਂ ਬਾਅਦ ਇਨਸੂਲੇਸ਼ਨ ਪਰਤ ਦੀ ਇਕਸਾਰ ਮੋਟਾਈ.
ਉਸੇ ਸਮੇਂ, ਕਿਉਂਕਿ ਆਰਸੀਸੀ ਸ਼ੀਸ਼ੇ ਦੇ ਫਾਈਬਰ ਤੋਂ ਬਿਨਾਂ ਇਕ ਨਵੀਂ ਕਿਸਮ ਦਾ ਉਤਪਾਦ ਹੈ, ਇਹ ਲੇਜ਼ਰ ਅਤੇ ਮਲਟੀਲੇਅਰ ਬੋਰਡ ਦੇ ਐਚਲਿੰਗ ਵਜ਼ਨ ਅਤੇ ਪਤਲਾ ਭਾਰ ਲਈ ਚੰਗਾ ਹੈ. ਇਸ ਤੋਂ ਇਲਾਵਾ, ਰਾਲ ਦੇ ਪਰਤਿਆ ਦੇ ਕਾਪਰ ਫੁਆਇਲ ਦੇ ਪਤਲੇ ਤਾਂਬੇ ਦੇ ਫੁਆਇਲਸ ਵਿਚ ਸਵੇਰੇ 12 ਵਜੇ, ਸ਼ਾਮ 4 ਪੀ ਦੇ ਫੁਆਇਲ ਹੁੰਦੇ ਹਨ, ਆਦਿ.
ਤੀਜਾ, ਪਹਿਲਾ ਆਰਡਰ ਕਿਹੜਾ ਹੈ, ਦੂਜਾ ਆਰਡਰ ਪੀਸੀਬੀ?
ਇਹ ਪਹਿਲਾ-ਆਰਡਰ, ਦੂਜਾ-ਆਰਡਰ ਲੇਜ਼ਰ ਛੇਕ, ਪੀਸੀਬੀ ਕੋਰ ਬੋਰਡ ਦੇ ਦਬਾਅ ਦੀ ਸੰਖਿਆ ਨੂੰ ਕਈ ਵਾਰ, ਕਈ ਲੇਜ਼ਰ ਛੇਕ ਖੇਡਦਾ ਹੈ! ਕੁਝ ਆਰਡਰ ਹਨ. ਜਿਵੇਂ ਕਿ ਹੇਠਾਂ ਦਿਖਾਇਆ ਗਿਆ ਹੈ
1 ,. ਡਾਰਡਿੰਗ ਹੋਲਸ == "= ਦੇ ਨਾਲ ਦਬਾਉਣ ਤੋਂ ਬਾਅਦ ਇਕ ਵਾਰ ਚੱਲੀ ਫੁਆਇਲ == "ਅਤੇ ਫਿਰ ਲੇਜ਼ਰ ਡ੍ਰਿਲ ਹੋਲ
ਇਹ ਪਹਿਲਾ ਪੜਾਅ ਹੈ, ਜਿਵੇਂ ਕਿ ਹੇਠਾਂ ਦਿੱਤੀ ਤਸਵੀਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ

2, ਇਕ ਵਾਰ ਦਬਾਉਣ ਤੋਂ ਬਾਅਦ == "= "ਇਕ ਹੋਰ ਤਾਂਬੇ ਦੇ ਫੁਆਇਲ ਦਾ ਬਾਹਰਲਾ ==" ਅਤੇ ਫਿਰ ਲੇਜ਼ਰ, ਡ੍ਰਿਲਿੰਗ ਹੋਲਸ == ਦੀ ਬਾਹਰੀ ਪਰਤ ਅਤੇ ਫਿਰ ਲੇਜ਼ਰ ਡ੍ਰਿਲਿੰਗ ਛੇਕ
ਇਹ ਦੂਜਾ ਆਰਡਰ ਹੈ. ਇਹ ਜਿਆਦਾਤਰ ਸਿਰਫ ਇਕ ਗੱਲ ਇਹ ਹੈ ਕਿ ਕਿੰਨੀ ਵਾਰ ਤੁਸੀਂ ਇਸ ਨੂੰ ਲੇਜ਼ਰ ਲੈਂਦੇ ਹੋ, ਇਹ ਕਿੰਨੇ ਕਦਮ ਹਨ.
ਫਿਰ ਦੂਜਾ ਆਰਡਰ ਫਿਰ ਸਟੈਕਡ ਛੇਕਾਂ ਅਤੇ ਵੰਡਿਆਂ ਵਿੱਚ ਵੰਡਿਆ ਜਾਂਦਾ ਹੈ.
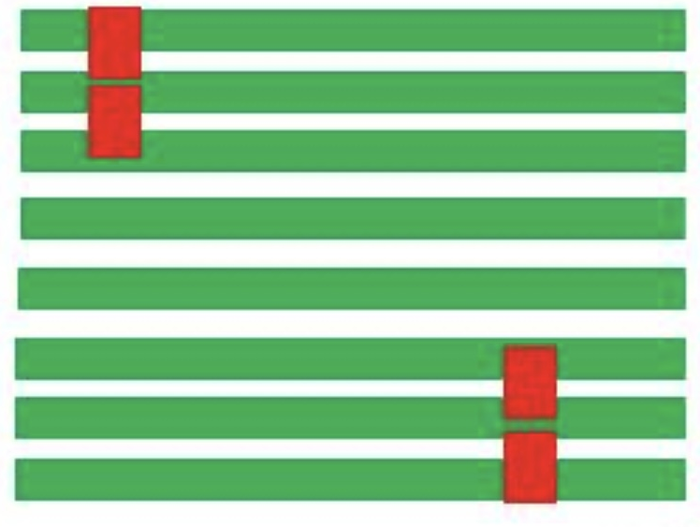
ਹੇਠ ਦਿੱਤੀ ਤਸਵੀਰ ਦੂਜੇ-ਆਰਡਰ ਸਟੈਕਡ ਛੇਕ ਦੀਆਂ ਅੱਠ ਪਰਤਾਂ ਹਨ, ਪਹਿਲੇ ਲੇਅਰਾਂ ਦੀ ਪਹਿਲੀ ਪ੍ਰੈਸ ਫਿੱਟ ਹੈ, 2 ਲੇਅਰਾਂ ਨੂੰ ਦਬਾ ਦਿੱਤਾ ਗਿਆ, ਅਤੇ ਇਕ ਵਾਰ ਲੇਜ਼ਰ ਛੇਕ ਨੂੰ ਮਾਰਿਆ, ਅਤੇ ਇਕ ਵਾਰ ਲੇਜ਼ਰ ਦੇ ਛੇਕ ਨੂੰ ਮਾਰਦਾ ਹੈ. ਫਿਰ 18 ਪਰਤਾਂ ਨੂੰ ਦਬਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਇਕ ਵਾਰ ਫਿਰ ਲੇਜ਼ਰ ਛੇਕ ਨਾਲ ਮੁੱਕਾ ਮਾਰਿਆ ਜਾਂਦਾ ਹੈ. ਇਹ ਦੋ ਲੇਜ਼ਰ ਛੇਕ ਬਣਾਉਣ ਲਈ ਹੈ. ਇਸ ਕਿਸਮ ਦੀ ਹੋਲ ਕਿਉਂਕਿ ਇਹ ਸਟੈਕਡ ਹੈ, ਪ੍ਰਕਿਰਿਆ ਦੀ ਮੁਸ਼ਕਲ ਥੋੜੀ ਉੱਚੀ ਹੋਵੇਗੀ, ਲਾਗਤ ਥੋੜੀ ਉੱਚੀ ਹੈ.
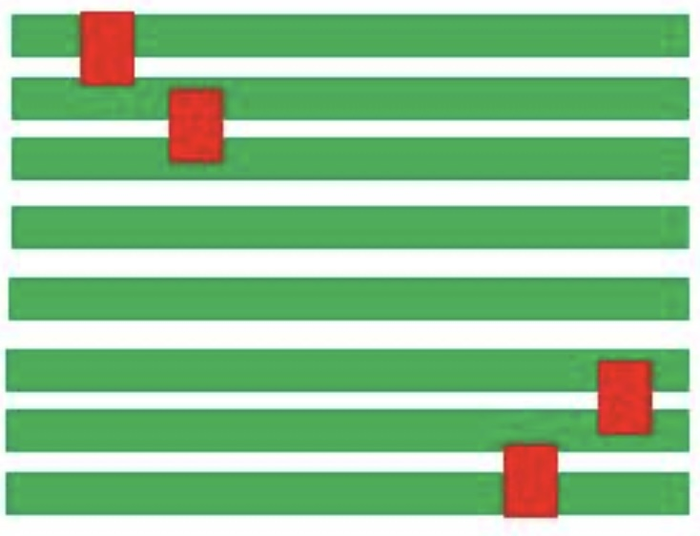
ਹੇਠਾਂ ਦਿੱਤਾ ਚਿੱਤਰ ਦੂਜੇ-ਆਰਡਰ ਦੇ ਅੰਨ੍ਹੇ ਦੇ ਵਾਲਾਂ ਦੀਆਂ ਅੱਠ ਪਰਤਾਂ ਦਰਸਾਉਂਦਾ ਹੈ, ਇਹ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿਧੀ ਦੂਜੇ-ਆਰਡਰ ਸਟੈਕਡ ਛੇਕਾਂ ਦੀਆਂ ਉਪਰੋਕਤ ਅੱਠ ਪਰਤਾਂ ਵਾਂਗ ਹੈ, ਜਿਸ ਨੂੰ ਵੀ ਲੇਜ਼ਰ ਛੇਕ ਨੂੰ ਦੋ ਵਾਰ ਮਾਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੈ. ਪਰ ਲੇਜ਼ਰ ਛੇਕ ਇਕੱਠੇ ਨਹੀਂ ਹੁੰਦੇ, ਪ੍ਰੋਸੈਸਿੰਗ ਮੁਸ਼ਕਲ ਬਹੁਤ ਘੱਟ ਹੁੰਦੀ ਹੈ.
ਤੀਜਾ ਆਰਡਰ, ਚੌਥਾ ਆਰਡਰ ਅਤੇ ਹੋਰ.