सामान्यमा: बहु-तह बोर्ड र डबल-लेयर बोर्डको उत्पादन प्रक्रियाको तुलनामा, त्यहाँ 2 थप प्रक्रियाहरू छन्, क्रमशः भित्री रेखा र ल्यामिनेशन।
विस्तृत रूपमा: डबल-लेयर प्लेटको उत्पादन प्रक्रियामा, काटन पूरा भएपछि, ड्रिलिंग गरिनेछ, र त्यसपछि तामा, लाइनमा; मल्टि-लेयर बोर्डको उत्पादन प्रक्रियामा, सामग्री खोलिसकेपछि, यसलाई सीधै ड्रिल गरिने छैन, तर पहिले यसलाई भित्री रेखा र ल्यामिनेशनको माध्यमबाट जान आवश्यक छ, र त्यसपछि ड्रिल गर्न ड्रिलिंग कार्यशालामा, र त्यसपछि। तामा र रेखा मा।
त्यो हो, उद्घाटन र ड्रिलिंग प्वालहरू बीच, "इनर लाइन" र "ल्यामिनेशन" को दुई प्रक्रियाहरू थपिएका छन्। माथि बहु-तह बोर्ड र डबल-तह बोर्ड उत्पादन बीचको भिन्नता हो।
अर्को, भित्री रेखा र ल्यामिनेसनका दुई प्रक्रियाहरूले के गरिरहेको छ भनेर हेरौं
भित्री रेखा
फिल्म कम्प्रेसन, एक्सपोजर, विकास सहित डबल-लेयर प्लेटहरूको उत्पादनमा "लाइन" प्रक्रिया (यदि तपाईंले बिर्सनुभयो भने, तपाईं पछाडि जान सक्नुहुन्छ र यसलाई हेर्न सक्नुहुन्छ)।
यहाँ "भित्री सर्किट" त्यति सरल छैन! भित्री लेमिनेटेड फिल्म, भित्री एक्सपोजर, भित्री विकासको अतिरिक्त, यसले भित्री पूर्व-उपचार, भित्री नक्काशी, भित्री फिल्म हटाउने र भित्री AOI पनि समावेश गर्दछ।
डबल-लेयर प्लेट उत्पादन प्रक्रियामा, तामाको निक्षेप पूरा भएपछि बोर्ड, उत्पादन लाइन बिना, सीधा थिच्ने फिल्ममा, त्यसैले त्यहाँ अतिरिक्त पूर्व-प्रेसिङ उपचार गर्न आवश्यक छैन। र यहाँ तामाको पन्नी प्लेट, भर्खरै काट्ने कार्यशालाबाट आएको हो, बोर्डको सतहमा अशुद्धता हुनेछ, त्यसैले
भित्री ल्यामिनेट फिल्म गर्नु अघि, उपचार र सफाई, रासायनिक प्रतिक्रियाको प्रयोग, पहिले तेल, पानी, सफा पानी, दुई माइक्रो-इचिङ (सतह मलबे हटाउनुहोस्) हटाउन आवश्यक छ, र त्यसपछि पानी, र त्यसपछि पिकलिंग (पछि। धुने, सतह अक्सिडाइज हुनेछ, त्यसैले यसलाई अचार आवश्यक छ), त्यसपछि पानी, त्यसपछि सुख्खा, र त्यसपछि भित्री ल्यामिनेट फिल्ममा।
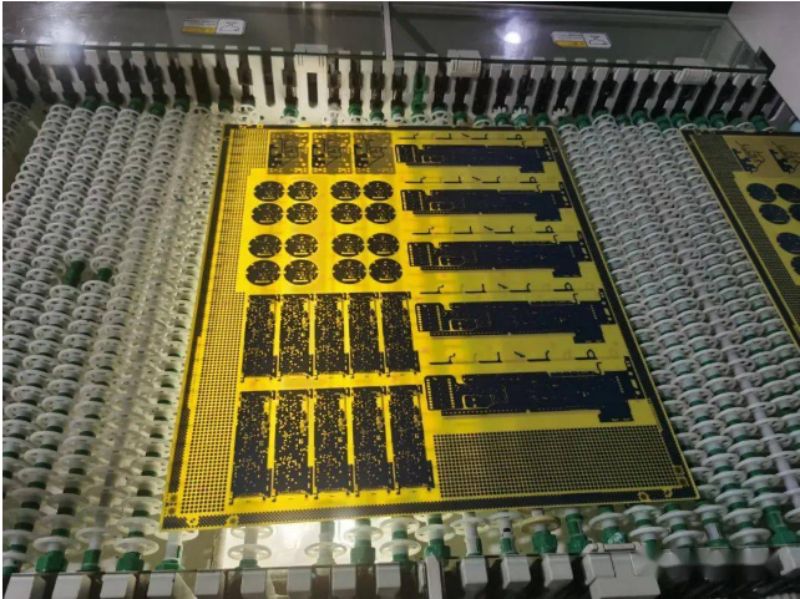
उपचार अघि भित्री ल्यामिनेट फिल्म

बोर्ड थिचेपछि, यो ड्रिल गरिएको छैन, यो धेरै समतल देखिन्छ।
थिच्ने फिल्म, एक्सपोजर, विकास, यी लिङ्कहरूको विशिष्ट विषयहरू, डबल-लेयर प्लेट उत्पादनको लेखमा प्रस्तुत गरिएको छ, यहाँ दोहोर्याइने छैन।
विकास पूरा भएपछि, पीतलको एक भाग उजागर हुनेछ, किनभने बाहिरी तह सकारात्मक फिल्म प्रक्रिया हो, भित्री तह एक नकारात्मक फिल्म प्रक्रिया हो। तसर्थ, बाहिरी तह विकास पूरा भएपछि, खुला रेखा तामा कायम राख्न आवश्यक भाग हो, र भित्री तह विकास पछि पर्दाफाश तामा को भाग बन्द गर्न आवश्यक भाग हो, त्यसैले।
भित्री नक्काशी प्रक्रिया र बाहिरी नक्काशी प्रक्रिया पनि फरक छ, भित्री नक्काशी एक क्षारीय प्रक्रिया हो, नक्काशीको समयमा, ड्राई फिल्म अझै भित्र छ, ड्राई फिल्म बिनाको भाग (एक्सपोज्ड कपर) पहिले नक्काशी गरिन्छ, र त्यसपछि मोल्ड हटाइन्छ।
बाहिरी तहको नक्काशीलाई पहिले हटाइन्छ र त्यसपछि नक्काशी गरिन्छ, र रेखा आंशिक रूपमा तरल टिनद्वारा सुरक्षित हुन्छ।
भित्री फिल्म नक्काशी रेखा, बायाँ नक्काशीको लागि जिम्मेवार छ, दायाँ फिल्म फिर्ताको लागि जिम्मेवार छ।

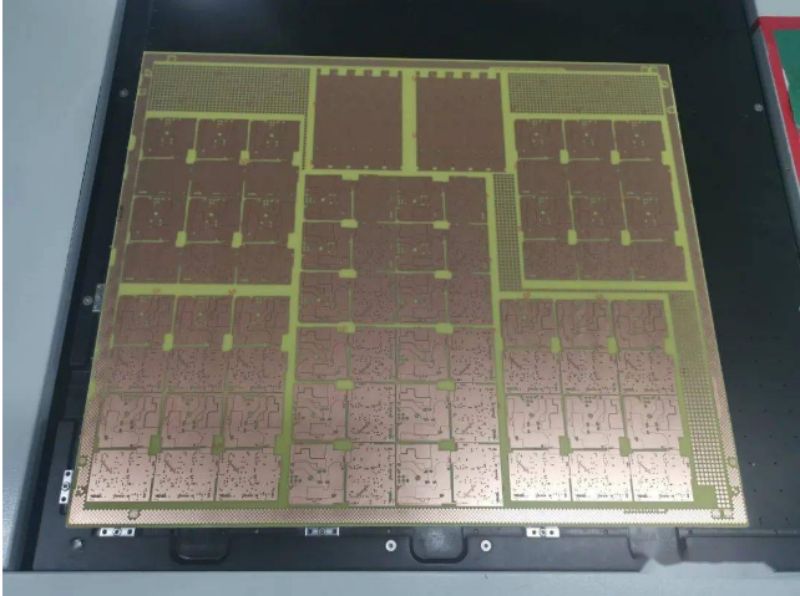
सर्किट बोर्ड नक्काशी पछि, अतिरिक्त तामा टाढा खोदिएको छ, र सुक्खा फिल्म को बाँकी भाग हटाइएको छैन।
स्ट्रिपिङ पछि सर्किट बोर्ड।
फिल्मको भित्री तह पूरा भएपछि, रेखाको भित्री तह पूर्ण रूपमा सम्पन्न हुन्छ, यस समयमा, र त्यसपछि AOI अप्टिकल पत्ता लगाउने, त्यहाँ कुनै समस्या छैन भनेर निर्धारण गर्न, तपाइँ लेमिनेशन प्रक्रिया पूरा गर्न सक्नुहुन्छ।
ल्यामिनेशन:
भर्खरै बोर्ड बनाएको छ, हामी यसलाई भित्री कोर बोर्ड भन्छौं, यदि यो बोर्डको 4 तहहरू छन् भने, त्यहाँ 1 भित्री कोर बोर्ड हुनेछ, यदि यो बोर्डको 6 तहहरू छन् भने, त्यहाँ 2 भित्री कोर बोर्डहरू हुनेछन्।
यस प्रक्रियाको मुख्य उद्देश्य भित्री कोर प्लेट र बाहिरी तहलाई पूरै बनाउनको लागि एकसाथ बाँध्नु हो। बन्धन सामग्रीको लागि जिम्मेवार, पीपी भनिन्छ, चिनियाँ अर्ध-क्योरिंग पाना भनिन्छ, मुख्य संरचना राल र ग्लास फाइबर हो, यसले भित्री कोर बोर्ड र बाहिरी तामा पन्नी इन्सुलेशन उद्देश्य पनि खेल्नेछ।
बहु-तह बोर्डको गुणस्तर सुनिश्चित गर्न, Jialichuang को PP आपूर्तिकर्ता अझै पनि दक्षिण एशिया इलेक्ट्रोनिक्स हो।
सामान्यतया, ल्यामिनेसन प्रक्रियालाई क्रमशः चार चरणहरूमा विभाजन गरिएको छ: ब्राउनिङ, प्रि-स्ट्याकिङ, प्लेटेन र प्रेसिङ। अर्को, प्रत्येक प्रक्रियाको विवरणलाई अलग-अलग हेरौं। फिल्म हटाउने कार्य पूरा भएपछि भित्री कोर प्लेट पहिले खैरो हुन्छ। खैरो सर्किट बोर्डले सर्किट बोर्डको सतहमा खैरो फिलिमको एक तह थप्नेछ, जुन खैरो धातुकृत पदार्थ हो, र यसको सतह असमान छ, यसलाई PPसँग बन्धन गर्न सजिलो बनाउनको लागि।
सिद्धान्त साइकल टायर मर्मत गर्दा समान छ, टुटेको ठाउँ ग्लु टाँसिएको सुधार गर्न फाइलको साथ फाइल गर्नुपर्छ।
ब्राउनिङ प्रक्रिया पनि एक रासायनिक प्रतिक्रिया प्रक्रिया हो, जुन अचार, क्षार धुने, मल्टि-च्यानल धुने, सुख्खा, चिसो र अन्य प्रक्रियाहरु मार्फत जान्छ।
prelap
पूर्व-स्ट्याकिंग प्रक्रिया, धुलो-रहित कार्यशालामा गरिन्छ, कोर प्लेट र पीपी सँगै स्ट्याक हुनेछ। कोर प्लेटको प्रत्येक छेउमा PP राखिएको छ। PP को लम्बाइ र चौडाइ थिचेपछि खोक्रो किनारहरू रोक्न कोर प्लेट भन्दा 2mm ठूलो हुनेछ।
राफ्ट:
पङ्क्ति प्लेटको मुख्य उद्देश्य पछिको बाहिरी रेखाको लागि तयारी गर्न PP तह माथि तामा पन्नीको तह थप्नु हो। यसको अतिरिक्त, स्टिल प्लेट र क्राफ्ट पेपर बाहिरी तहमा थपिनेछ
पहिलो केही चरणहरू अन्तिम ल्यामिनेसनको लागि तयारी हो।
ल्यामिनेट गर्नु अघि, वार्पिङ रोक्नको लागि, त्यहाँ एक कभर प्लेट, लगभग 12mm मोटो, इस्पात हुनेछ।
लमिनेटिङले तातो प्रेस र चिसो प्रेसमा क्रमशः तातो प्रेस र चिसो प्रेसिङका दुई प्रक्रियाहरू समावेश गर्दछ। यो एक धेरै महत्त्वपूर्ण लिङ्क हो, भ्याकुम, तापक्रम, दबाब, समय लगायतका कारकहरू विचार गर्न, यी कारकहरू उच्च-गुणस्तरको सर्किट बोर्डहरू उत्पादन गर्न एकअर्कासँग सहयोग गर्छन्।
उदाहरण को लागी, एक निश्चित अवधि मा, कति तापक्रम, कति दबाब, र समय को लम्बाइ आवश्यक, ठीक समायोजन गर्नुपर्छ।
यस प्रक्रियाको अन्त्य पछि, PP र भित्री कोर प्लेट र बाहिरी तामा पन्नी नजिकबाट एकसाथ जोडिनेछ।
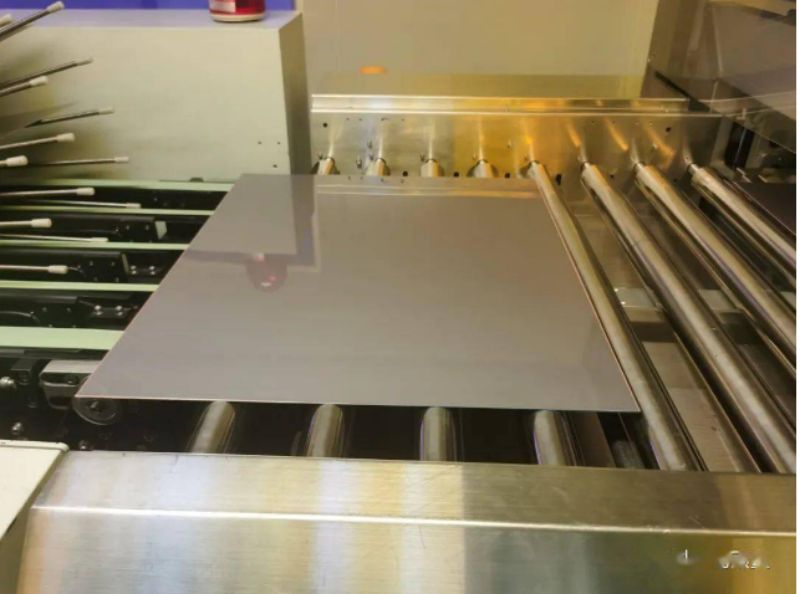
प्रेसबाट बाहिर आएपछि, स्वचालित विघटन गरिन्छ, स्टिल प्लेट हटाइन्छ, र यसलाई पीस पछि फेरि प्लाटुन कोठामा पठाइन्छ। चित्र 11 मा देखाइए अनुसार, मेसिनले स्टिल प्लेट हटाउँदैछ।

ल्यामिनेटेड बहु-तह सर्किट बोर्ड ड्रिल गर्न यसको मूल ड्रिलिंग कार्यशालामा फर्काइनेछ, र बाँकी प्रक्रिया डबल-लेयर बोर्डको उत्पादन प्रक्रिया जस्तै हो।