Во процесот на производство на ПЦБ, постои уште еден важен процес, односно лента за алатки. Резервацијата на процесот на работ е од големо значење за последователната обработка на лепенката SMT.
Лентата за алатки е делот додаден од обете страни или четири страни на таблата PCB, главно за да му помогне на приклучокот SMT за да ја заварите таблата, односно за да се олесни стискањето на машината SMT SMT, да ја прицврстат таблата PCB и да проток низ машината SMT SMT. Ако компонентите премногу блиску до работ на патеката ги апсорбираат компонентите во млазницата SMT SMT машина и ги прикачат на таблата PCB, може да се појави феномен на судир. Како резултат, производството не може да се заврши, така што треба да се резервира одредена лента за алатки, со општа ширина од 2-5 мм. Овој метод е исто така погоден за некои компоненти на приклучокот, по лемење на бранови за да се спречи слични феномени.
Лентата за алатки не е дел од таблата PCB и може да се отстрани откако ќе заврши производството на PCBA
Начинот напроизведете лента за алатки:
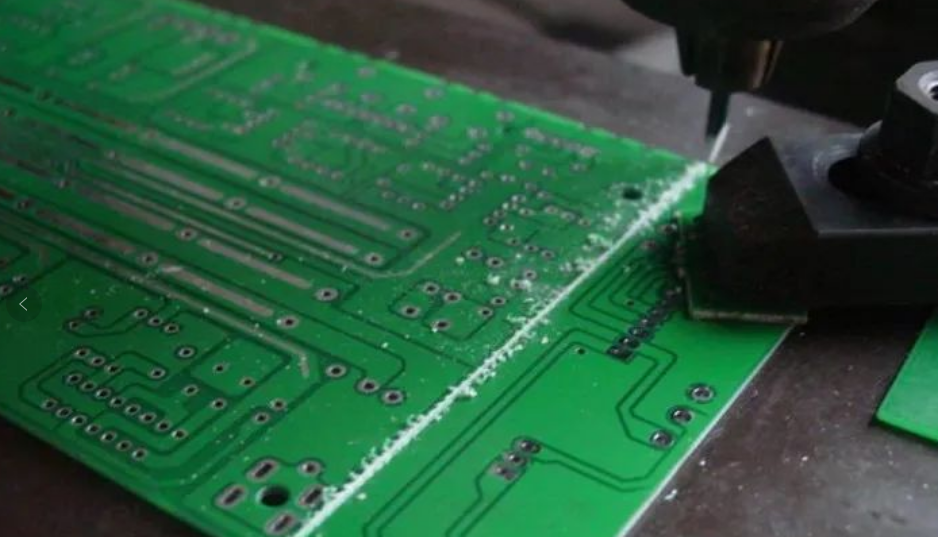
1, V-Cut: Процесна врска помеѓу лентата за алатки и таблата, малку намалена од двете страни на таблата PCB, но не и намалување!
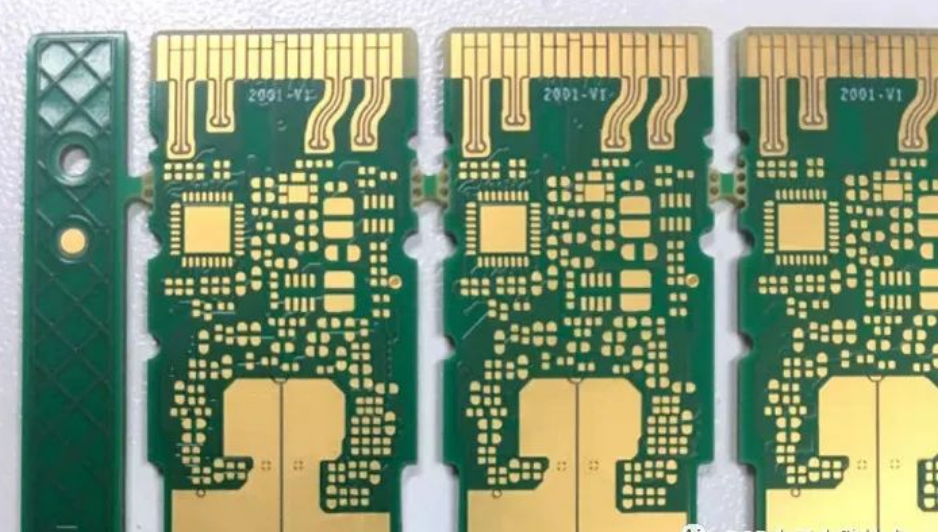
2, Поврзување шипки: Користете неколку шипки за да ја поврзете таблата PCB, направете неколку дупки за марки во средина, така што раката може да се скрши или измие со машината.
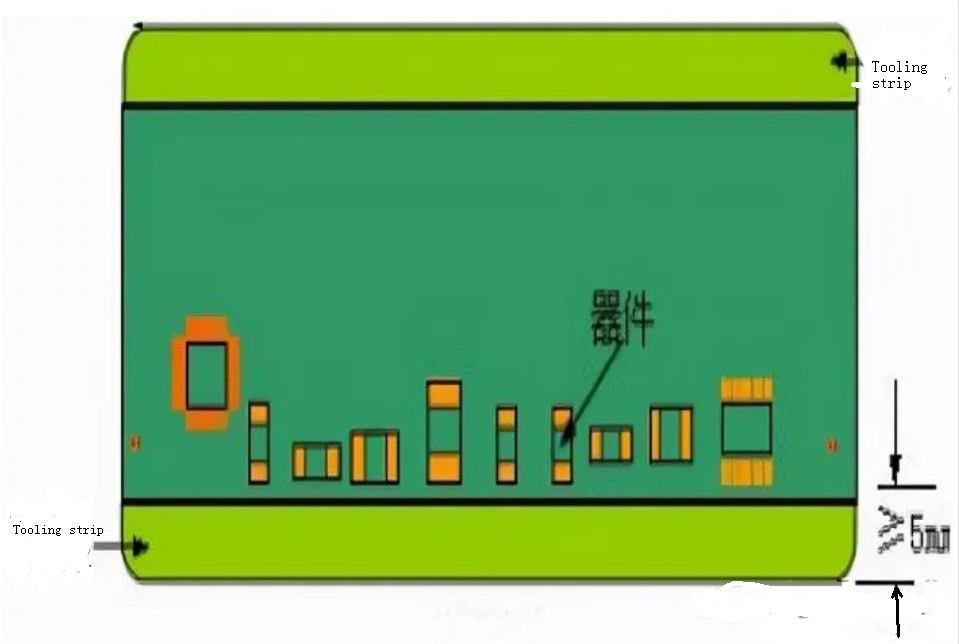
Не сите табли за PCB треба да додадат лента за алатки, доколку просторот за табли за PCB е голем, не оставајте компоненти на лепенка во рамките на 5 mm од двете страни на PCB, во овој случај, нема потреба да се додава лента за алатки, исто така има и случај на PCB табла во рамките на 5мм од едната страна, без компоненти на лепенка, без компоненти на алатки, од друга страна. На овие им е потребно внимание на инженерот за ПЦБ.
Одборот потрошена со лента за алатки ќе ја зголеми вкупната цена на PCB, така што е неопходно да се балансира економијата и производството при дизајнирање на PCB процесот на работ.
За некоја специјална форма PCB табла, таблата PCB со 2 или 4 лента за алатки може да биде значително поедноставена со паметно склопување на таблата.
Во обработката на SMT, дизајнот на режимот на парчиња треба да земе целосна сметка за ширината на патеката на машината за парчиња SMT. За таблата за пикање со ширина над 350мм, неопходно е да се комуницира со инженерот за процеси на снабдувачот SMT.