ໂດຍທົ່ວໄປ: ເມື່ອປຽບທຽບກັບຂະບວນການຜະລິດກະດານຫຼາຍຊັ້ນແລະກະດານສອງຊັ້ນ, ມີ 2 ຂະບວນການເພີ່ມເຕີມ, ຕາມລໍາດັບ: ເສັ້ນພາຍໃນແລະ lamination.
ໃນລາຍລະອຽດ: ໃນຂະບວນການຜະລິດແຜ່ນສອງຊັ້ນ, ຫຼັງຈາກການຕັດສໍາເລັດ, ການຂຸດເຈາະຈະດໍາເນີນ, ແລະຫຼັງຈາກນັ້ນເຂົ້າໄປໃນທອງແດງ, ເສັ້ນ; ໃນຂະບວນການຜະລິດກະດານຫຼາຍຊັ້ນ, ຫຼັງຈາກການເປີດວັດສະດຸສໍາເລັດແລ້ວ, ມັນຈະບໍ່ຖືກເຈາະໂດຍກົງ, ແຕ່ທໍາອິດມັນຈໍາເປັນຕ້ອງຜ່ານສາຍພາຍໃນແລະ lamination, ແລະຫຼັງຈາກນັ້ນເຂົ້າໄປໃນກອງປະຊຸມເຈາະເພື່ອເຈາະ, ແລະຫຼັງຈາກນັ້ນ. ເຂົ້າໄປໃນທອງແດງແລະສາຍ.
ນັ້ນແມ່ນ, ລະຫວ່າງການເປີດແລະການເຈາະຮູ, ສອງຂະບວນການຂອງ "ສາຍພາຍໃນ" ແລະ "lamination" ໄດ້ຖືກເພີ່ມ. ຂ້າງເທິງນີ້ແມ່ນຄວາມແຕກຕ່າງລະຫວ່າງກະດານຫຼາຍຊັ້ນແລະການຜະລິດກະດານສອງຊັ້ນ.
ຕໍ່ໄປ, ໃຫ້ພິຈາລະນາສິ່ງທີ່ຂະບວນການທັງສອງຂອງເສັ້ນພາຍໃນແລະ lamination ກໍາລັງເຮັດ
ເສັ້ນພາຍໃນ
ຂະບວນການ "ເສັ້ນ" ໃນການຜະລິດແຜ່ນສອງຊັ້ນ, ລວມທັງການບີບອັດຮູບເງົາ, ການເປີດເຜີຍ, ການພັດທະນາ (ຖ້າທ່ານລືມ, ທ່ານສາມາດກັບຄືນໄປບ່ອນແລະເບິ່ງມັນ).
"ວົງຈອນພາຍໃນ" ຢູ່ທີ່ນີ້ບໍ່ງ່າຍດາຍ! ນອກເຫນືອໄປຈາກຮູບເງົາ laminated ພາຍໃນ, exposure ພາຍໃນ, ການພັດທະນາພາຍໃນ, ມັນຍັງປະກອບມີການປິ່ນປົວກ່ອນພາຍໃນ, etching ພາຍໃນ, ການໂຍກຍ້າຍຮູບເງົາພາຍໃນແລະ AOI ພາຍໃນ.
ໃນຂະບວນການຜະລິດແຜ່ນສອງຊັ້ນ, ກະດານຫຼັງຈາກການວາງທອງແດງແມ່ນສໍາເລັດ, ໂດຍບໍ່ມີສາຍການຜະລິດ, ໂດຍກົງເຂົ້າໄປໃນຮູບເງົາກົດ, ດັ່ງນັ້ນບໍ່ຈໍາເປັນຕ້ອງປະຕິບັດການປິ່ນປົວກ່ອນການກົດດັນເພີ່ມເຕີມ. ແລະແຜ່ນ foil ທອງແດງຢູ່ທີ່ນີ້, ພຽງແຕ່ມາຈາກກອງປະຊຸມຕັດ, ດ້ານຂອງກະດານຈະມີ impurities, ສະນັ້ນ.
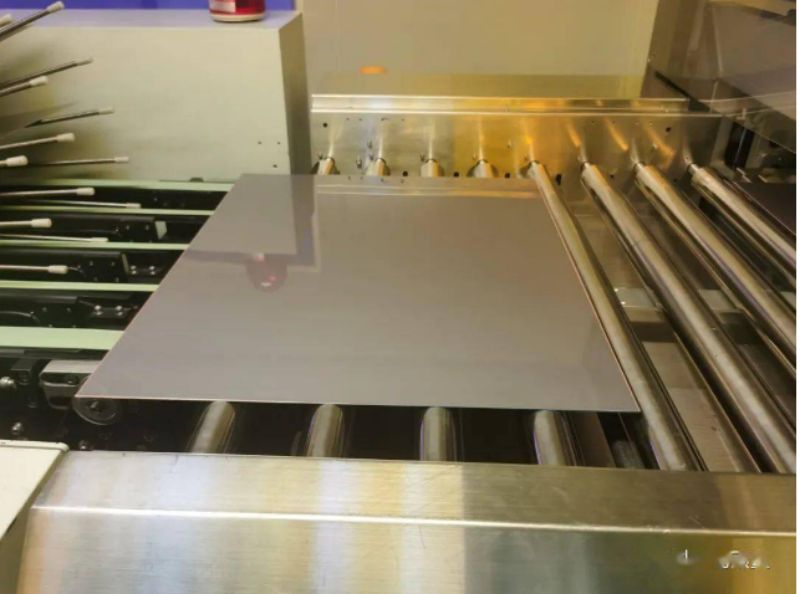
ກ່ອນທີ່ຈະເປັນຮູບເງົາ laminate ພາຍໃນ, ມັນເປັນສິ່ງຈໍາເປັນເພື່ອກ້າວຫນ້າການປິ່ນປົວແລະການທໍາຄວາມສະອາດ, ການນໍາໃຊ້ປະຕິກິລິຢາເຄມີ, ທໍາອິດເອົານ້ໍາມັນ, ນ້ໍາ, ນ້ໍາສະອາດ, ສອງ micro-etching (ເອົາສິ່ງເສດເຫຼືອຂອງພື້ນຜິວ), ແລະຫຼັງຈາກນັ້ນນ້ໍາ, ແລະຫຼັງຈາກນັ້ນ pickling (ຫຼັງຈາກ. ລ້າງ, ພື້ນຜິວຈະຖືກ oxidized, ສະນັ້ນມັນຕ້ອງການດອງ), ຫຼັງຈາກນັ້ນນ້ໍາ, ຫຼັງຈາກນັ້ນແຫ້ງ, ແລະຫຼັງຈາກນັ້ນເຂົ້າໄປໃນຮູບເງົາ laminate ພາຍໃນ.
ຮູບເງົາ laminate ພາຍໃນກ່ອນການປິ່ນປົວ

ຫຼັງຈາກກົດກະດານ, ເນື່ອງຈາກວ່າມັນບໍ່ໄດ້ຖືກເຈາະ, ມັນເບິ່ງຄືວ່າຮາບພຽງ.
ກົດຮູບເງົາ, exposure, ການພັດທະນາ, ເລື່ອງສະເພາະຂອງການເຊື່ອມຕໍ່ເຫຼົ່ານີ້, ໄດ້ຖືກນໍາສະເຫນີໃນບົດຄວາມຂອງການຜະລິດແຜ່ນສອງຊັ້ນ, ໃນທີ່ນີ້ຈະບໍ່ຊ້ໍາ.
ຫຼັງຈາກການພັດທະນາສໍາເລັດ, ສ່ວນຫນຶ່ງຂອງທອງເຫລືອງຈະຖືກເປີດເຜີຍ, ເພາະວ່າຊັ້ນນອກແມ່ນຂະບວນການຟິມບວກ, ຊັ້ນໃນແມ່ນຂະບວນການຟິມລົບ. ດັ່ງນັ້ນ, ຫຼັງຈາກການພັດທະນາຊັ້ນນອກສໍາເລັດແລ້ວ, ທອງແດງເສັ້ນ exposed ແມ່ນພາກສ່ວນທີ່ຕ້ອງໄດ້ຮັບການເກັບຮັກສາໄວ້, ແລະທອງແດງ exposed ຫຼັງຈາກການພັດທະນາຊັ້ນໃນແມ່ນພາກສ່ວນທີ່ຕ້ອງໄດ້ຮັບການ etched ອອກ, ດັ່ງນັ້ນ.
ຂະບວນການ etching ພາຍໃນແລະຂະບວນການ etching ພາຍນອກແມ່ນຍັງແຕກຕ່າງກັນ, ການ etching ພາຍໃນແມ່ນຂະບວນການເປັນດ່າງ, ໃນເວລາທີ່ etching, ຮູບເງົາແຫ້ງຍັງຢູ່ໃນ, ສ່ວນທີ່ບໍ່ມີຮູບເງົາແຫ້ງ (exposed ທອງແດງ) ແມ່ນ etched ອອກທໍາອິດ, ແລະ. ຫຼັງຈາກນັ້ນ, mold ໄດ້ຖືກໂຍກຍ້າຍ.
ຮອຍຂີດຂ່ວນຂອງຊັ້ນນອກແມ່ນໄດ້ຖືກໂຍກຍ້າຍອອກທໍາອິດແລະຫຼັງຈາກນັ້ນ etched, ແລະເສັ້ນໄດ້ຖືກປົກປ້ອງບາງສ່ວນດ້ວຍກົ່ວແຫຼວ.
ເສັ້ນ etching ຮູບເງົາພາຍໃນ, ຊ້າຍແມ່ນຮັບຜິດຊອບສໍາລັບການ etching, ຂວາແມ່ນຮັບຜິດຊອບສໍາລັບການຖອນຮູບເງົາ.

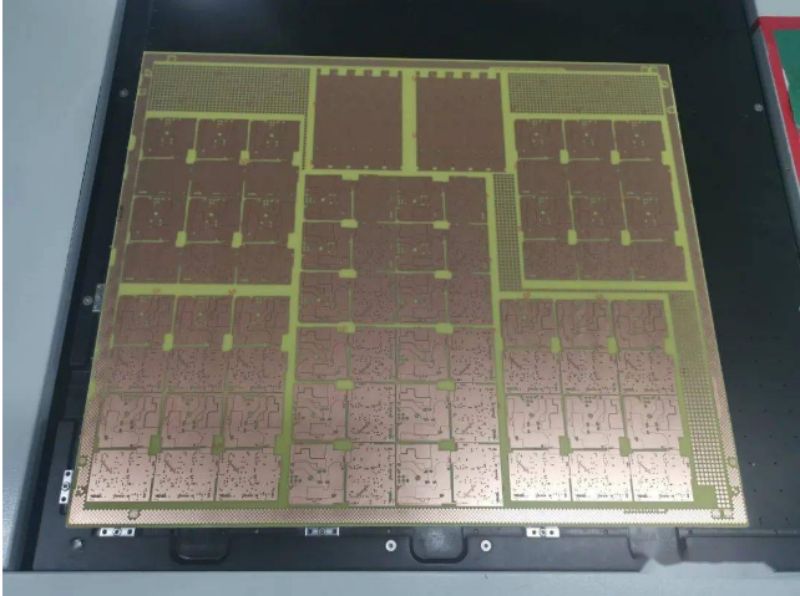
ຫຼັງຈາກ etching ກະດານວົງຈອນ, ທອງແດງທີ່ເກີນໄດ້ຖືກ etched ໄປ, ແລະພາກສ່ວນທີ່ຍັງເຫຼືອຂອງຮູບເງົາແຫ້ງຍັງບໍ່ໄດ້ໂຍກຍ້າຍອອກ.
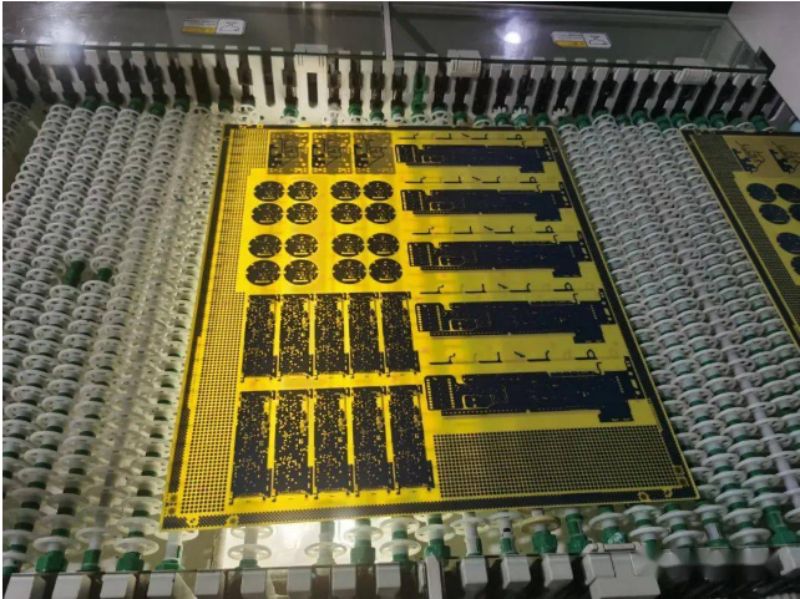
ແຜ່ນວົງຈອນຫຼັງຈາກລອກເອົາ.
ຫຼັງຈາກຊັ້ນໃນຂອງຮູບເງົາແມ່ນສໍາເລັດ, ຊັ້ນໃນຂອງສາຍແມ່ນເຮັດຢ່າງສົມບູນ, ໃນເວລານີ້, ແລະຫຼັງຈາກນັ້ນ AOI optical detection, ເພື່ອກໍານົດວ່າບໍ່ມີບັນຫາ, ທ່ານສາມາດດໍາເນີນຂະບວນການ lamination.
ການເຄືອບ:
ພຽງແຕ່ເຮັດກະດານ, ພວກເຮົາເອີ້ນວ່າກະດານຫຼັກພາຍໃນ, ຖ້າເປັນກະດານ 4 ຊັ້ນ, ກະດານຫຼັກພາຍໃນ 1 ຊັ້ນ, ຖ້າເປັນກະດານ 6 ຊັ້ນ, ກະດານຫຼັກພາຍໃນຈະມີ 2 ຊັ້ນ.
ຈຸດປະສົງຕົ້ນຕໍຂອງຂະບວນການນີ້ແມ່ນເພື່ອເຮັດໃຫ້ແຜ່ນຫຼັກໃນແລະຊັ້ນນອກເຊື່ອມຕໍ່ກັນເປັນຮູບແບບທັງຫມົດ. ຮັບຜິດຊອບອຸປະກອນການຜູກມັດ, ເອີ້ນວ່າ PP, ພາສາຈີນເອີ້ນວ່າແຜ່ນ semi-curing, ອົງປະກອບຕົ້ນຕໍແມ່ນຢາງແລະເສັ້ນໄຍແກ້ວ, ມັນຍັງຈະຫຼິ້ນກະດານຫຼັກພາຍໃນແລະນອກຈຸດປະສົງ insulation foil ທອງແດງ.
ເພື່ອຮັບປະກັນຄຸນນະພາບຂອງກະດານຫຼາຍຊັ້ນ, ຜູ້ສະຫນອງ PP ຂອງ Jialichuang ຍັງຄົງເປັນເອເລັກໂທຣນິກອາຊີໃຕ້.
ໂດຍທົ່ວໄປ, ຂະບວນການ lamination ໄດ້ຖືກແບ່ງອອກເປັນສີ່ຂັ້ນຕອນໃນຄໍາສັ່ງ: ສີນ້ໍາຕານ, pre-stacking, platen, ແລະການກົດ. ຕໍ່ໄປ, ໃຫ້ເບິ່ງລາຍລະອຽດຂອງແຕ່ລະຂະບວນການແຍກຕ່າງຫາກ. ແຜ່ນຫຼັກພາຍໃນຫຼັງຈາກການໂຍກຍ້າຍອອກສໍາເລັດຮູບແມ່ນ browned ທໍາອິດ. ແຜ່ນວົງຈອນສີນ້ໍາຕານຈະເພີ່ມຊັ້ນຂອງແຜ່ນສີນ້ໍາຕານໃນດ້ານຂອງແຜ່ນວົງຈອນ, ເຊິ່ງເປັນສານໂລຫະສີນ້ໍາຕານ, ແລະຫນ້າດິນຂອງມັນບໍ່ສະເຫມີກັນ, ເພື່ອເຮັດໃຫ້ມັນງ່າຍຕໍ່ການຜູກມັດກັບ PP.
ຫຼັກການແມ່ນຄ້າຍຄືກັນກັບເວລາສ້ອມແປງຢາງລົດຖີບ, ສະຖານທີ່ທີ່ແຕກຫັກຄວນໄດ້ຮັບການຍື່ນອອກດ້ວຍເອກະສານເພື່ອປັບປຸງການຍຶດຕິດຂອງກາວ.
ຂະບວນການ Browning ຍັງເປັນຂະບວນການປະຕິກິລິຢາເຄມີ, ເຊິ່ງຈະຜ່ານຂະບວນການດອງ, ການລ້າງດ່າງ, ການລ້າງຫຼາຍຊ່ອງທາງ, ການອົບແຫ້ງ, ຄວາມເຢັນແລະຂະບວນການອື່ນໆ.
ກຽມຕົວ
ຂະບວນການວາງຊ້ອນກັນກ່ອນ, ດໍາເນີນຢູ່ໃນກອງປະຊຸມທີ່ບໍ່ມີຂີ້ຝຸ່ນ, ຈະ stack ແຜ່ນຫຼັກແລະ PP ຮ່ວມກັນ. A PP ແມ່ນຖືກຈັດໃສ່ໃນແຕ່ລະດ້ານຂອງແຜ່ນຫຼັກ. ຄວາມຍາວແລະຄວາມກວ້າງຂອງ PP ຈະມີຂະຫນາດໃຫຍ່ກວ່າແຜ່ນຫຼັກ 2 ມມເພື່ອປ້ອງກັນບໍ່ໃຫ້ແຄມເປັນຮູຫຼັງຈາກກົດ.
Raft:
ຈຸດປະສົງຕົ້ນຕໍຂອງແຜ່ນແຖວແມ່ນເພື່ອເພີ່ມຊັ້ນຂອງແຜ່ນທອງແດງຢູ່ເຫນືອຊັ້ນ PP ເພື່ອກະກຽມສໍາລັບເສັ້ນຊັ້ນນອກຕໍ່ມາ. ນອກຈາກນັ້ນ, ແຜ່ນເຫຼັກແລະກະດາດ kraft ຈະຖືກເພີ່ມໃສ່ layer.lamination ຊັ້ນນອກ
ສອງສາມຂັ້ນຕອນທໍາອິດແມ່ນການກະກຽມສໍາລັບການ lamination ສຸດທ້າຍ.
ກ່ອນທີ່ຈະ laminate, ເພື່ອປ້ອງກັນບໍ່ໃຫ້ warping, ຈະມີແຜ່ນປົກ, ຫນາປະມານ 12mm, ເຫຼັກກ້າ.
Laminating ປະກອບມີສອງຂະບວນການຂອງການກົດຮ້ອນແລະການກົດເຢັນ, ຕາມລໍາດັບໃນກົດຮ້ອນແລະກົດເຢັນ. ນີ້ແມ່ນການເຊື່ອມໂຍງທີ່ສໍາຄັນ, ເພື່ອພິຈາລະນາປັດໃຈລວມທັງສູນຍາກາດ, ອຸນຫະພູມ, ຄວາມກົດດັນ, ເວລາ, ປັດໃຈເຫຼົ່ານີ້ຮ່ວມມືກັບກັນແລະກັນ, ເພື່ອຜະລິດແຜ່ນວົງຈອນທີ່ມີຄຸນນະພາບສູງ.
ຕົວຢ່າງ, ໃນໄລຍະເວລາທີ່ແນ່ນອນ, ອຸນຫະພູມຫຼາຍປານໃດ, ຄວາມກົດດັນຫຼາຍປານໃດ, ແລະໄລຍະເວລາທີ່ຕ້ອງການ, ຄວນຖືກປັບໃຫ້ຊັດເຈນ.
ຫຼັງຈາກສິ້ນສຸດຂະບວນການນີ້, ແຜ່ນ PP ແລະແຜ່ນຫຼັກພາຍໃນແລະແຜ່ນທອງແດງນອກຈະເຊື່ອມຕໍ່ກັນຢ່າງໃກ້ຊິດ.
ຫຼັງຈາກອອກມາຈາກຫນັງສືພິມ, ການຮື້ຖອນອັດຕະໂນມັດແມ່ນດໍາເນີນ, ແຜ່ນເຫຼັກໄດ້ຖືກໂຍກຍ້າຍ, ແລະມັນຖືກສົ່ງໄປຫາຫ້ອງ platoon ອີກເທື່ອຫນຶ່ງຫຼັງຈາກ grinding. ດັ່ງທີ່ສະແດງຢູ່ໃນຮູບທີ 11, ເຄື່ອງກໍາລັງເອົາແຜ່ນເຫຼັກອອກ.

ກະດານວົງຈອນຫຼາຍຊັ້ນ laminated ຈະຖືກສົ່ງກັບຄືນໄປຫາກອງປະຊຸມການຂຸດເຈາະເດີມຂອງມັນເພື່ອເຈາະ, ແລະສ່ວນທີ່ເຫຼືອຂອງຂະບວນການແມ່ນຄືກັນກັບຂະບວນການຜະລິດຂອງກະດານສອງຊັ້ນ.