ಎಚ್ಡಿಐ: ಸಂಕ್ಷಿಪ್ತ ರೂಪದ ಹೆಚ್ಚಿನ ಸಾಂದ್ರತೆಯ ಪರಸ್ಪರ ಸಂಪರ್ಕ, ಹೆಚ್ಚಿನ ಸಾಂದ್ರತೆಯ ಪರಸ್ಪರ ಸಂಪರ್ಕ, 6 ಮಿಲ್ ಅಥವಾ ಅದಕ್ಕಿಂತ ಕಡಿಮೆ ಯಲ್ಲಿ ಮೆಕ್ಯಾನಿಕಲ್ ಅಲ್ಲದ ಡ್ರಿಲ್ಲಿಂಗ್, ಮೈಕ್ರೋ-ಬ್ಲೈಂಡ್ ಹೋಲ್ ರಿಂಗ್, 4 ಮಿಲ್ ಅಥವಾ ಅದಕ್ಕಿಂತ ಕಡಿಮೆ ಅವಧಿಯಲ್ಲಿ ಇಂಟರ್ಲೇಯರ್ ವೈರಿಂಗ್ ಲೈನ್ ಅಗಲ / ರೇಖೆಯ ಅಂತರದ ಒಳಗೆ ಮತ್ತು ಹೊರಗೆ, 0.35 ಮಿಮೀ ಮಲ್ಟಿಲೇಯರ್ ಬೋರ್ಡ್ ಉತ್ಪಾದನೆ ಎಂದು ಕರೆಯಲ್ಪಡುವ ಪ್ಯಾಡ್ ವ್ಯಾಸ.
ಬ್ಲೈಂಡ್ ಮೂಲಕ: ಬ್ಲೈಂಡ್ಗೆ ಚಿಕ್ಕದಾಗಿದೆ, ಆಂತರಿಕ ಮತ್ತು ಹೊರ ಪದರಗಳ ನಡುವಿನ ಸಂಪರ್ಕ ವಹನವನ್ನು ಅರಿತುಕೊಳ್ಳುತ್ತದೆ.
ಮೂಲಕ ಸಮಾಧಿ ಮಾಡಲಾಗಿದೆ: ಆಂತರಿಕ ಪದರ ಮತ್ತು ಆಂತರಿಕ ಪದರದ ನಡುವಿನ ಸಂಪರ್ಕವನ್ನು ಅರಿತುಕೊಳ್ಳುವ ಮೂಲಕ ಸಮಾಧಿ ಮಾಡಲು ಚಿಕ್ಕದಾಗಿದೆ.
ಬ್ಲೈಂಡ್ ಮೂಲಕ ಹೆಚ್ಚಾಗಿ 0.05 ಮಿಮೀ ~ 0.15 ಮಿಮೀ ವ್ಯಾಸವನ್ನು ಹೊಂದಿರುವ ಸಣ್ಣ ರಂಧ್ರವಾಗಿದೆ, ಇದನ್ನು ಲೇಸರ್, ಪ್ಲಾಸ್ಮಾ ಎಚ್ಚಣೆ ಮತ್ತು ಫೋಟೊಲ್ಯುಮಿನೆನ್ಸಿನ್ಸ್ನಿಂದ ಸಮಾಧಿ ಮಾಡಲಾಗುತ್ತದೆ ಮತ್ತು ಇದನ್ನು ಸಾಮಾನ್ಯವಾಗಿ ಲೇಸರ್ನಿಂದ ರೂಪಿಸಲಾಗುತ್ತದೆ, ಇದನ್ನು CO2 ಮತ್ತು ಯಾಗ್ ನೇರಳಾತೀತ ಲೇಸರ್ (ಯುವಿ) ಎಂದು ವಿಂಗಡಿಸಲಾಗಿದೆ.
ಎಚ್ಡಿಐ ಬೋರ್ಡ್ ವಸ್ತು
1.ಹೆಡ್ಐ ಪ್ಲೇಟ್ ಮೆಟೀರಿಯಲ್ ಆರ್ಸಿಸಿ, ಎಲ್ಡಿಪಿಇ, ಎಫ್ಆರ್ 4
ಆರ್ಸಿಸಿ: ರಾಳದ ಲೇಪಿತ ತಾಮ್ರ, ರಾಳದ ಲೇಪಿತ ತಾಮ್ರದ ಫಾಯಿಲ್, ಆರ್ಸಿಸಿ ತಾಮ್ರದ ಫಾಯಿಲ್ ಮತ್ತು ರಾಳದಿಂದ ಕೂಡಿದೆ, ಅದರ ಮೇಲ್ಮೈಯನ್ನು ಕಠಿಣ, ಶಾಖ-ನಿರೋಧಕ, ಆಕ್ಸಿಡೀಕರಣ-ನಿರೋಧಕ ಇತ್ಯಾದಿ.
ಆರ್ಸಿಸಿಯ ರಾಳದ ಪದರವು ಎಫ್ಆರ್ -1/4 ಬಂಧಿತ ಹಾಳೆಗಳ (ಪ್ರಿಪ್ರೆಗ್) ಒಂದೇ ಪ್ರಕ್ರಿಯೆಯನ್ನು ಹೊಂದಿದೆ. ಕ್ರೋ ulation ೀಕರಣ ವಿಧಾನದ ಮಲ್ಟಿಲೇಯರ್ ಬೋರ್ಡ್ನ ಸಂಬಂಧಿತ ಕಾರ್ಯಕ್ಷಮತೆಯ ಅವಶ್ಯಕತೆಗಳನ್ನು ಪೂರೈಸುವುದರ ಜೊತೆಗೆ, ಅವುಗಳೆಂದರೆ:
(1) ಹೆಚ್ಚಿನ ನಿರೋಧನ ವಿಶ್ವಾಸಾರ್ಹತೆ ಮತ್ತು ಸೂಕ್ಷ್ಮ-ವಾಹಕ ರಂಧ್ರ ವಿಶ್ವಾಸಾರ್ಹತೆ;
(2) ಹೆಚ್ಚಿನ ಗಾಜಿನ ಪರಿವರ್ತನೆಯ ತಾಪಮಾನ (ಟಿಜಿ);
(3) ಕಡಿಮೆ ಡೈಎಲೆಕ್ಟ್ರಿಕ್ ಸ್ಥಿರ ಮತ್ತು ಕಡಿಮೆ ನೀರಿನ ಹೀರಿಕೊಳ್ಳುವಿಕೆ;
(4) ತಾಮ್ರದ ಫಾಯಿಲ್ಗೆ ಹೆಚ್ಚಿನ ಅಂಟಿಕೊಳ್ಳುವಿಕೆ ಮತ್ತು ಶಕ್ತಿ;
(5) ಗುಣಪಡಿಸಿದ ನಂತರ ನಿರೋಧನ ಪದರದ ಏಕರೂಪದ ದಪ್ಪ.
ಅದೇ ಸಮಯದಲ್ಲಿ, ಆರ್ಸಿಸಿ ಗಾಜಿನ ಫೈಬರ್ ಇಲ್ಲದ ಹೊಸ ರೀತಿಯ ಉತ್ಪನ್ನವಾಗಿರುವುದರಿಂದ, ಲೇಸರ್ ಮತ್ತು ಪ್ಲಾಸ್ಮಾದಿಂದ ರಂಧ್ರ ಚಿಕಿತ್ಸೆಯನ್ನು ಎಚ್ಚಣೆ ನೀಡುವುದು ಒಳ್ಳೆಯದು, ಇದು ಕಡಿಮೆ ತೂಕ ಮತ್ತು ಮಲ್ಟಿಲೇಯರ್ ಬೋರ್ಡ್ನ ತೆಳುವಾಗಲು ಒಳ್ಳೆಯದು. ಇದಲ್ಲದೆ, ರಾಳದ ಲೇಪಿತ ತಾಮ್ರದ ಫಾಯಿಲ್ ತೆಳುವಾದ ತಾಮ್ರದ ಫಾಯಿಲ್ಗಳನ್ನು ಹೊಂದಿದ್ದು, ಮಧ್ಯಾಹ್ನ 12, 18 ಪಿಎಂ, ಇತ್ಯಾದಿ. ಇದನ್ನು ಪ್ರಕ್ರಿಯೆಗೊಳಿಸಲು ಸುಲಭವಾಗಿದೆ.
ಮೂರನೆಯದಾಗಿ, ಮೊದಲ-ಕ್ರಮಾಂಕ, ಎರಡನೇ ಕ್ರಮಾಂಕದ ಪಿಸಿಬಿ ಎಂದರೇನು?
ಈ ಮೊದಲ-ಕ್ರಮ, ಎರಡನೇ ಕ್ರಮಾಂಕವು ಲೇಸರ್ ರಂಧ್ರಗಳ ಸಂಖ್ಯೆಯನ್ನು ಸೂಚಿಸುತ್ತದೆ, ಪಿಸಿಬಿ ಕೋರ್ ಬೋರ್ಡ್ ಒತ್ತಡವು ಹಲವಾರು ಬಾರಿ, ಹಲವಾರು ಲೇಸರ್ ರಂಧ್ರಗಳನ್ನು ಆಡುತ್ತದೆ! ಕೆಲವು ಆದೇಶಗಳು. ಕೆಳಗೆ ತೋರಿಸಿರುವಂತೆ
1,. ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯುವ ನಂತರ ಒಮ್ಮೆ ಒತ್ತಿ
ಕೆಳಗಿನ ಚಿತ್ರದಲ್ಲಿ ತೋರಿಸಿರುವಂತೆ ಇದು ಮೊದಲ ಹಂತವಾಗಿದೆ

2, ಒಮ್ಮೆ ಒತ್ತಿದ ನಂತರ ಮತ್ತು ರಂಧ್ರಗಳನ್ನು ಕೊರೆಯುವ ನಂತರ == "ಮತ್ತೊಂದು ತಾಮ್ರದ ಫಾಯಿಲ್ ==" ತದನಂತರ ಲೇಸರ್, ಕೊರೆಯುವ ರಂಧ್ರಗಳು == "ಮತ್ತೊಂದು ತಾಮ್ರದ ಫಾಯಿಲ್ =="
ಇದು ಎರಡನೇ ಆದೇಶ. ನೀವು ಅದನ್ನು ಎಷ್ಟು ಬಾರಿ ಲೇಸರ್ ಮಾಡುತ್ತೀರಿ ಎಂಬುದರ ವಿಷಯವಾಗಿದೆ, ಅದು ಎಷ್ಟು ಹಂತಗಳು.
ಎರಡನೇ ಕ್ರಮವನ್ನು ನಂತರ ಜೋಡಿಸಲಾದ ರಂಧ್ರಗಳು ಮತ್ತು ವಿಭಜಿತ ರಂಧ್ರಗಳಾಗಿ ವಿಂಗಡಿಸಲಾಗಿದೆ.
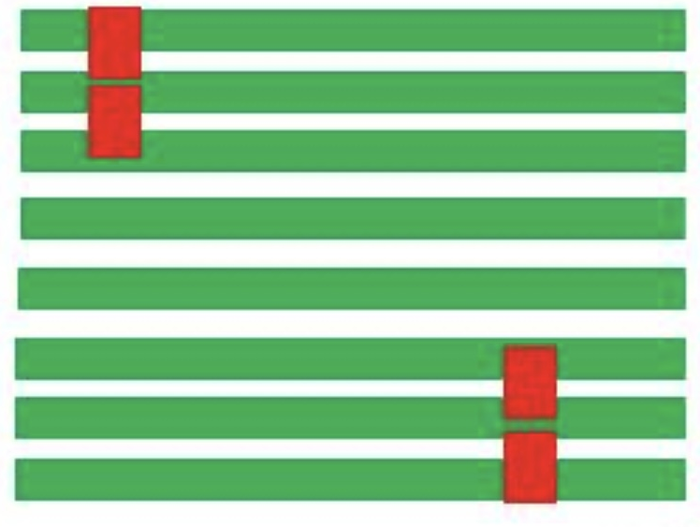
ಕೆಳಗಿನ ಚಿತ್ರವು ಎರಡನೇ ಕ್ರಮಾಂಕದ ಜೋಡಿಸಲಾದ ರಂಧ್ರಗಳ ಎಂಟು ಪದರಗಳು, 3-6 ಪದರಗಳ ಮೊದಲ ಪ್ರೆಸ್ ಫಿಟ್ ಆಗಿದೆ, 2, 7 ಪದರಗಳ ಹೊರಭಾಗವನ್ನು ಒತ್ತಿದರೆ ಮತ್ತು ಲೇಸರ್ ರಂಧ್ರಗಳನ್ನು ಒಮ್ಮೆ ಹೊಡೆಯಿರಿ. ನಂತರ 1,8 ಪದರಗಳನ್ನು ಒತ್ತಿ ಮತ್ತು ಲೇಸರ್ ರಂಧ್ರಗಳಿಂದ ಮತ್ತೊಮ್ಮೆ ಹೊಡೆಯಲಾಗುತ್ತದೆ. ಇದು ಎರಡು ಲೇಸರ್ ರಂಧ್ರಗಳನ್ನು ಮಾಡುವುದು. ಈ ರೀತಿಯ ರಂಧ್ರವನ್ನು ಜೋಡಿಸಲಾಗಿರುವುದರಿಂದ, ಪ್ರಕ್ರಿಯೆಯ ತೊಂದರೆ ಸ್ವಲ್ಪ ಹೆಚ್ಚಾಗುತ್ತದೆ, ವೆಚ್ಚವು ಸ್ವಲ್ಪ ಹೆಚ್ಚಾಗುತ್ತದೆ.
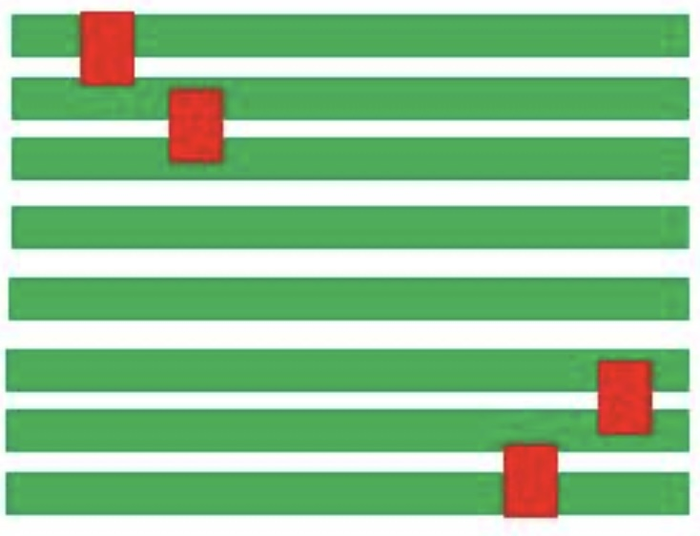
ಕೆಳಗಿನ ಚಿತ್ರವು ಎರಡನೇ ಕ್ರಮಾಂಕದ ಅಡ್ಡ ಕುರುಡು ರಂಧ್ರಗಳ ಎಂಟು ಪದರಗಳನ್ನು ತೋರಿಸುತ್ತದೆ, ಈ ಸಂಸ್ಕರಣಾ ವಿಧಾನವು ಮೇಲಿನ ಎಂಟು ಪದರಗಳ ಎರಡನೇ ಕ್ರಮಾಂಕದ ಜೋಡಿಸಲಾದ ರಂಧ್ರಗಳಂತೆಯೇ ಇರುತ್ತದೆ, ಲೇಸರ್ ರಂಧ್ರಗಳನ್ನು ಎರಡು ಬಾರಿ ಹೊಡೆಯಬೇಕಾಗುತ್ತದೆ. ಆದರೆ ಲೇಸರ್ ರಂಧ್ರಗಳನ್ನು ಒಟ್ಟಿಗೆ ಜೋಡಿಸಲಾಗಿಲ್ಲ, ಸಂಸ್ಕರಣಾ ತೊಂದರೆ ತುಂಬಾ ಕಡಿಮೆ.
ಮೂರನೇ ಆದೇಶ, ನಾಲ್ಕನೇ ಆದೇಶ ಮತ್ತು ಹೀಗೆ.