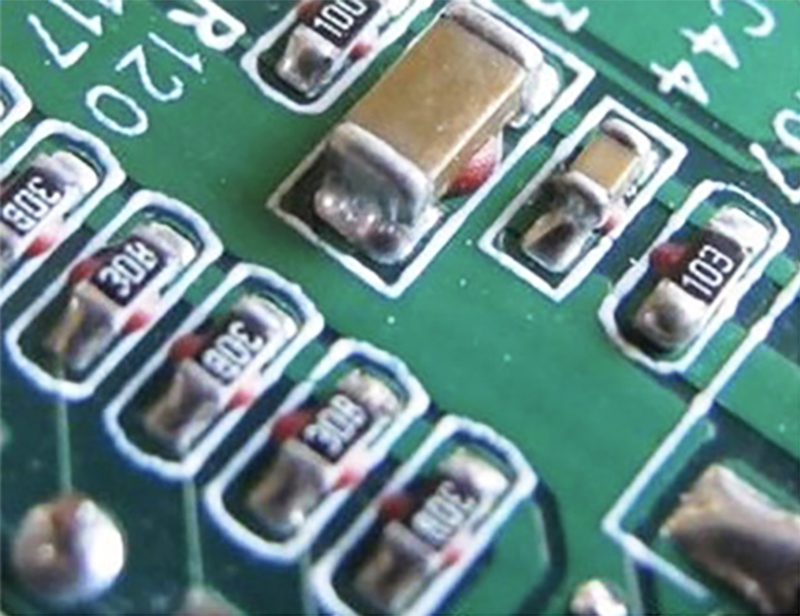
Қызыл желім процесі:
SMT қызыл желімдеу процесі екі жастықшаның арасында және диспенсердің арасында толтырылған қызыл желімнің ыстық сипаттарын пайдаланады, содан кейін патч пен шағылыстырғышпен емделеді. Соңында, толқын дәнекерлеу арқылы дәнекерлеу процесін аяқтауға арналған жабысқақ, тек толқынның қыртысы үстіндегі бетінің үстіңгі қабаты.
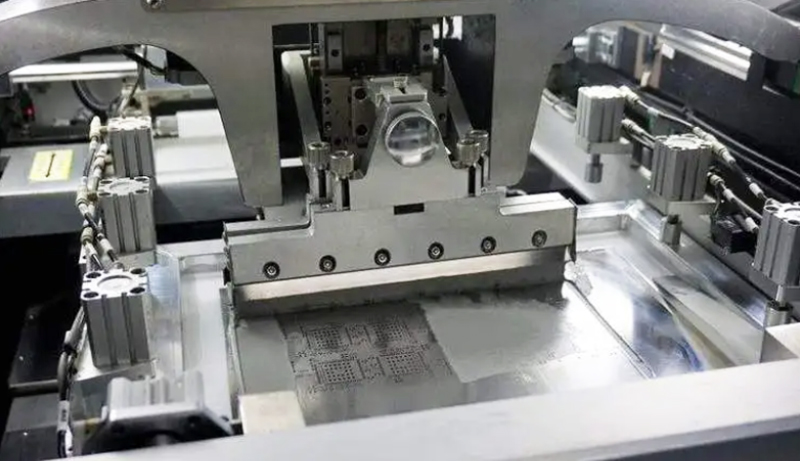
SMT дәнекерлі пастасы:
SMT дәнекерлеу процесі - бұл беттік бекіту технологиясындағы дәнекерлеу процесінің бір түрі, ол негізінен электронды компоненттерді дәнекерлеуде қолданылады. SMT дәнекерлі пастасы металл қаңылтыр ұнтағынан, ағыннан және желімнен тұрады, олар дәнекерлеудің жақсы өнімділігін қамтамасыз етеді және электронды құрылғылар мен баспа схемасы (PCB) арасындағы сенімді байланысты қамтамасыз етеді.
SMT-де қызыл желім процесін қолдану:
1.Савтың құны
SMT қызыл желім процесінің негізгі артықшылығы - толқындарды дәнекерлеу кезінде арматуралар жасаудың қажеті жоқ, осылайша арматуралар жасау құнын төмендетеді. Осылайша, шығындарды үнемдеу үшін, шағын тапсырыс берген кейбір клиенттер әдетте PCBA қайта өңдеу өндірушілеріне қызыл желім процесін қабылдауды талап етеді. Алайда, салыстырмалы түрде артта дәнекерлеу процесі ретінде PCBA қайта өңдеу қондырғылары әдетте қызыл желім процесін қабылдауға құлықсыз. Себебі, қызыл желім процесі қолданылатын нақты шарттарды қанағаттандыруы керек, ал дәнекерлеу сапасы дәнекерлеу процесінде дәнекерлеу сапасы жақсы емес.
2. Компонент мөлшері үлкен, ал аралық кең
Толқынды дәнекерлеу кезінде, беттік орнатылған компоненттің жағы, әдетте, жартастың үстінен таңдалады, ал қосылатын модульдің бүйірінде. Егер бетінің құрамдас бөлігі тым кішкентай болса, аралық тым тар болса, онда шың шыңы пайда болған кезде қосылады, содан кейін қысқа тұйықталу пайда болады. Сондықтан, қызыл желім процесін қолданған кезде компоненттердің мөлшері жеткілікті мөлшерде, ал аралық тым кішкентай болмауы керек.
SMT дәнекерленуі және қызыл желім процесі айырмашылығы:
1. Процесс бұрышы
Дисплинг процесі қолданылған кезде, қызыл желім көп нүктелер болған жағдайда SMT Patch Produd Presting Line-дің бұзылуына айналады; Басып шығару процесі қолданылған кезде, ол бірінші AI, содан кейін патчты қажет етеді, ал басып шығару орнының дәлдігі өте жоғары. Керісінше, дәнекерлеуші паста процесі пеш жақшаларын қолдануды қажет етеді.
2. Сапа бұрышы
Қызыл желімді цилиндрлік немесе вентизо пакеттеріне, және сақтау жағдайының әсерінен тастау оңай, ал сақтау жағдайының әсерінен қызыл резеңке табақтар ылғалға көбірек сезімтал, нәтижесінде бөліктердің жоғалуы мүмкін. Сонымен қатар, дәнекерлеумен салыстырғанда, толқын дәнекерлеуден кейінгі қызыл резеңке тақтайшаның ақаулығы жоғарырақ, ал әдеттегі проблемаларға жетіспейтін дәнекерлеу кіреді.
3. Өндіріс құны
Пешті пештің кронштейі паста процесінде үлкен инвестиция болып табылады, ал дәнекерлеудің дәндері дәнекерлеуші пасталарына қарағанда қымбатырақ. Керісінше, желім қызыл желім процесінде ерекше шығын болып табылады. Қызыл желім процесін немесе дәнекерлендіргішті таңдаған кезде келесі қағидаттардан кейін келесі қағидалар келесідей болады:
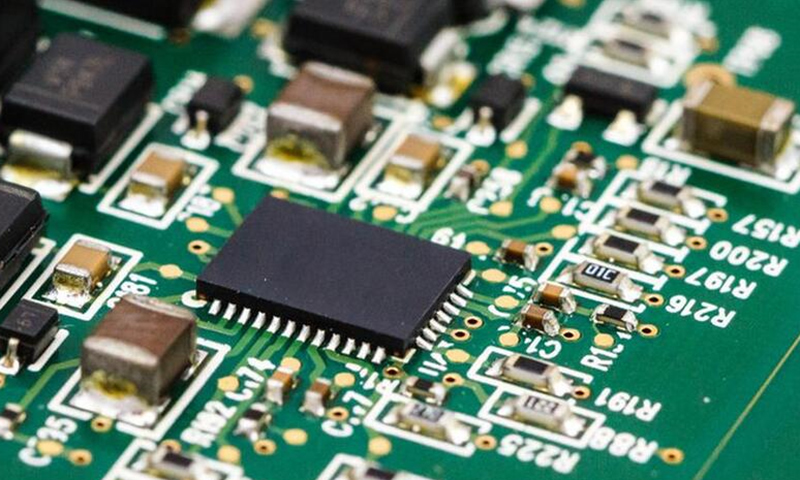
● SMT компоненттері көбірек болған кезде және қосылатын модульдер аз болған кезде, көптеген SMT патчтер өндірушілері әдетте дәнекерлеу процесін қолданады, ал қосылатын модуль компоненттері, өңдеуден кейінгі дәнекерлеуді қолданады;
● Қосылатын қосылатын компоненттер және одан аз SMD компоненттері болған кезде, қызыл желім процесі, әдетте, қосылатын модуль компоненттері де өңделеді және дәнекерленеді. Қандай процесс қолданылмаса да, мақсаты өндірісті ұлғайту болып табылады. Алайда, керісінше, дәнекерлеу процесі төмен ақау мөлшері төмен, бірақ кірістілік де төмен.
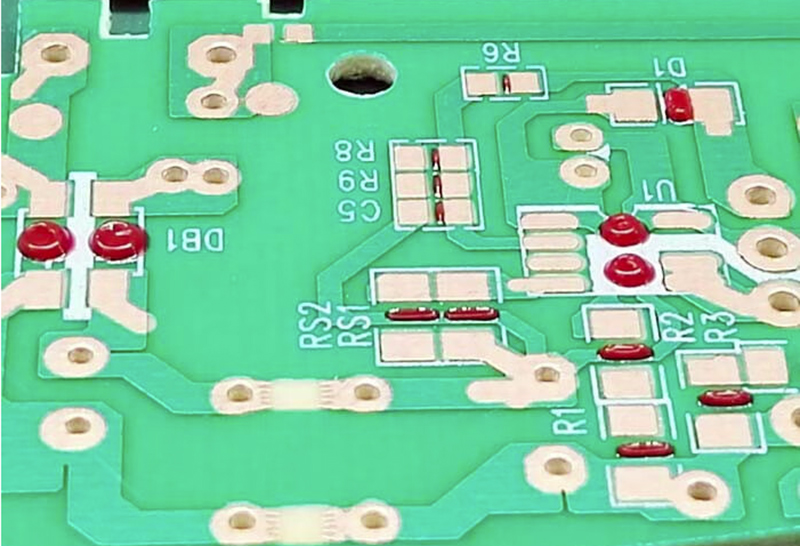
SMT және DIP аралас процесінде, бір жақты рефлюкс мен толқындардың қос ыдысының алдын алу үшін, ПХД-дің толқын дәнекерлеу бетінің беліне қалып, қызыл желім пайда болады, осылайша СТинді толқын дәнекерлеу бетіне, оны басып шығаруды басып шығару процесін болдырмайды.
Сонымен қатар, қызыл желім, әдетте, тұрақты және қосалқы рөл атқарады, ал дәнекерленген паста нақты дәнекерлеудің рөлі болып табылады. Қызыл желім электр энергиясын жүргізбейді, ал дәнекерленген паста жасайды. Шағдарлықтың температурасы бойынша, дәнекерлеу машинасының температурасы бойынша қызыл желім температурасы салыстырмалы түрде төмен, сонымен қатар, дәнекерлеуді аяқтау үшін толқу дәнекерлеуін қажет етеді, ал дәнекерлеуді аяқтау қажет.