באופן כללי: בהשוואה לתהליך הייצור של לוח רב-שכבתי ולוח דו-שכבתי, ישנם 2 תהליכים נוספים, בהתאמה: קו פנימי ולמינציה.
בפירוט: בתהליך הייצור של צלחת דו-שכבתית, לאחר השלמת החיתוך, יתבצע קידוח, ולאחר מכן לתוך הנחושת, הקו; בתהליך הייצור של לוח רב-שכבתי, לאחר השלמת פתיחת החומר, הוא לא יקודח ישירות, אלא קודם הוא צריך לעבור דרך הקו הפנימי והלמינציה, ולאחר מכן לתוך סדנת הקידוח כדי לקדוח, ואז לתוך הנחושת והקו.
כלומר, בין הפתח לקידוח, מתווספים שני תהליכים של "קו פנימי" ו"למינציה". האמור לעיל הוא ההבדל בין לוח רב-שכבתי לייצור לוח דו-שכבתי.
לאחר מכן, בואו נסתכל על מה שני התהליכים של הקו הפנימי והלמינציה עושים
קו פנימי
תהליך ה"קו" בייצור פלטות דו-שכבתיות, כולל דחיסת סרט, חשיפה, פיתוח (אם תשכחו, תוכלו לחזור ולהסתכל עליו).
ה"מעגל הפנימי" כאן לא כל כך פשוט! בנוסף לסרט למינציה פנימי, חשיפה פנימית, פיתוח פנימי, הוא כולל גם טיפול מקדים פנימי, תחריט פנימי, הסרת סרט פנימי ו-AOI פנימי.
בתהליך ייצור צלחת דו-שכבתית, הלוח לאחר השלמת שקיעת הנחושת, ללא קו הייצור, ישירות לסרט הלחיצה, כך שאין צורך לבצע טיפול נוסף בלחיצה מראש. וצלחת נייר הנחושת כאן, הגיעה זה עתה מבית המלאכה לחיתוך, על פני השטח של הלוח יהיו זיהומים, אז
לפני הסרט הלמינציה הפנימי, יש צורך לקדם את הטיפול והניקוי, השימוש בתגובה כימית, תחילה להסיר שמן, מים, מים נקיים, שתי צריבת מיקרו (להסיר פסולת פני השטח), ולאחר מכן מים, ולאחר מכן כבישה (אחרי כביסה, המשטח יתחמצן, אז זה צריך כבישה), ואז מים, אז יבש, ולאחר מכן לתוך הסרט לרבד הפנימי.
סרט למינציה פנימי לפני הטיפול

לאחר לחיצה על הלוח, מכיוון שהוא לא נקדח, הוא נראה שטוח מאוד.
סרט לחיצה, חשיפה, פיתוח, העניינים הספציפיים של קישורים אלה, הוצגו במאמר של ייצור צלחת דו-שכבתית, כאן לא יחזור על עצמו.
לאחר השלמת הפיתוח ייחשף חלק מהפליז, מכיוון שהשכבה החיצונית היא תהליך סרט חיובי, השכבה הפנימית היא תהליך סרט שלילי. לכן, לאחר השלמת פיתוח השכבה החיצונית, הנחושת הקו החשופה היא החלק שצריך לשמור, והנחושת שנחשפת לאחר פיתוח השכבה הפנימית היא החלק שצריך לחרוט, אז
גם תהליך התחריט הפנימי ותהליך התחריט החיצוני שונים, התחריט הפנימי הוא תהליך אלקליני, בזמן התחריט הסרט היבש עדיין בפנים, החלק ללא הסרט היבש (נחושת חשופה) נחרט קודם, וכן לאחר מכן מסירים את התבנית.
תחריט השכבה החיצונית מוסר תחילה ולאחר מכן חרוט, והקו מוגן חלקית על ידי פח נוזלי.
קו תחריט סרט פנימי, השמאל אחראי על התחריט, הימין אחראי על נסיגת הסרט.

לאחר תחריט המעגל, עודפי הנחושת נחרטו, והחלק הנותר של הסרט היבש לא הוסר.
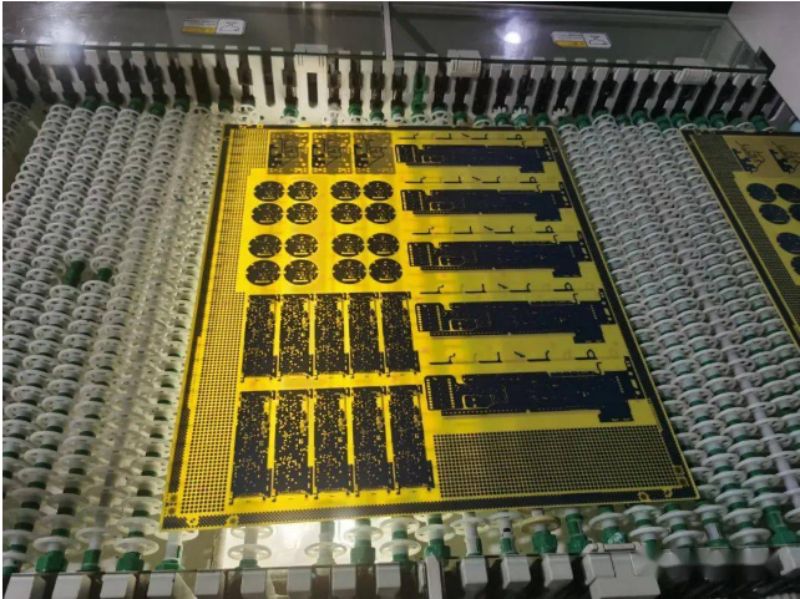
המעגל לאחר הפשטה.
לאחר השלמת השכבה הפנימית של הסרט, השכבה הפנימית של הקו נעשית לחלוטין, בשלב זה, ולאחר מכן זיהוי אופטי AOI, כדי לקבוע שאין בעיה, אתה יכול לבצע את תהליך הלמינציה.
רִבּוּד:
זה עתה יצרנו את הלוח, אנו קוראים לו לוח הליבה הפנימית, אם זה 4 שכבות של לוח, יהיה לוח ליבה פנימי 1, אם זה 6 שכבות של לוח, יהיו 2 לוחות ליבה פנימיים.
המטרה העיקרית של תהליך זה היא להפוך את צלחת הליבה הפנימית והשכבה החיצונית להתחבר יחד ליצירת שלם. אחראי על חומר ההדבקה, הנקרא PP, סינית הנקראת גיליון מרפא למחצה, ההרכב העיקרי הוא שרף וסיבי זכוכית, זה ישחק גם את לוח הליבה הפנימי ואת מטרת הבידוד החיצונית של רדיד נחושת.
על מנת להבטיח את האיכות של לוח רב-שכבתי, ספקית ה-PP של Jialichuang היא עדיין דרום אסיה אלקטרוניקה.
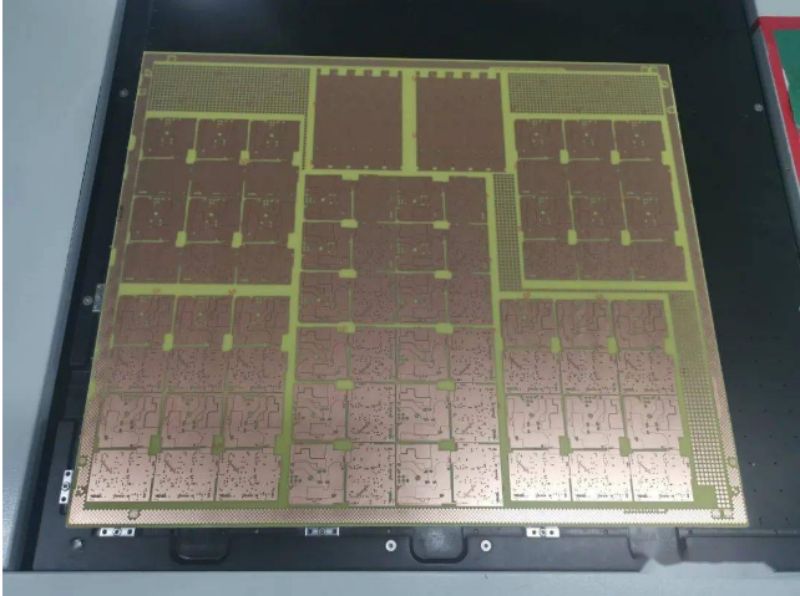
באופן כללי, תהליך הלמינציה מחולק לארבעה שלבים לפי הסדר: השחמה, ערימה מוקדמת, פלטה ולחיצה. לאחר מכן, בואו נסתכל על הפרטים של כל תהליך בנפרד. לוח הליבה הפנימי לאחר השלמת הסרת הסרט משחימה תחילה. המעגל המושחם יוסיף שכבה של סרט חום על פני המעגל, שהוא חומר מתכתי בצבע חום, ופני השטח שלו לא אחידים, על מנת להקל על ההדבקה עם PP.
העיקרון דומה לתיקון צמיג אופניים, יש לתייק את המקום השבור עם קובץ כדי לשפר את הידבקות הדבק.
תהליך הבראונינג הוא גם תהליך תגובה כימית, שיעבור תהליכי כבישה, שטיפה אלקלית, כביסה רב ערוצית, ייבוש, קירור ועוד תהליכים.
מקדים
תהליך הערימה המוקדמת, המתבצע בבית מלאכה ללא אבק, יערם את צלחת הליבה וה-PP יחדיו. PP ממוקם בכל צד של צלחת הליבה. האורך והרוחב של PP יהיו גדולים ב-2 מ"מ מלוח הליבה כדי למנוע קצוות חלולים לאחר הלחיצה.
רַפסוֹדָה:
המטרה העיקרית של לוח השורה היא להוסיף שכבה של רדיד נחושת מעל שכבת ה-PP כדי להתכונן לקו החיצוני הבא. בנוסף, לשכבה החיצונית יתווספו צלחת פלדה ונייר קראפט. למינציה
השלבים הראשונים הם להתכונן ללמינציה הסופית.
לפני הלמינציה, על מנת למנוע עיוות, תהיה לוחית כיסוי, בעובי של כ-12 מ"מ, פלדה.
הלמינציה כוללת שני תהליכים של כבישה חמה וכבישה קרה, בהתאמה בכבישה חמה ובכבישה קרה. זהו חוליה חשובה מאוד, להתחשב בגורמים הכוללים ואקום, טמפרטורה, לחץ, זמן, גורמים אלו משתפים פעולה זה עם זה, על מנת לייצר לוחות מעגלים איכותיים.
לדוגמה, בפרק זמן מסוים יש להתאים במדויק כמה טמפרטורה, כמה לחץ ומשך הזמן הדרוש.
לאחר סיום תהליך זה, ה-PP ולוח הליבה הפנימי ורדיד הנחושת החיצוני יחוברו זה לזה באופן הדוק.
לאחר היציאה מהמכבש מתבצע הפירוק האוטומטי, מסירים את לוח הפלדה, והוא נשלח שוב לחדר המחלקה לאחר השחזה. כפי שמוצג באיור 11, המכונה מסירה את לוח הפלדה.

המעגל הרב-שכבתי המרובד יוחזר לסדנת הקידוח המקורית שלו לקידוח, ושאר התהליך זהה לתהליך הייצור של הלוח הדו-שכבתי.