A PCB gyártási folyamatában van egy másik fontos folyamat, azaz a szerszámcsík. A folyamat szélének fenntartása nagy jelentőséggel bír a későbbi SMT -javítás feldolgozásában.
A szerszámcsík az a rész, amely a PCB-tábla mindkét oldalán vagy négy oldalán hozzáadódik, elsősorban annak érdekében, hogy az SMT plug-in segítse a táblát, azaz az SMT SMT géppályájának megkönnyítése érdekében, és az SMT SMT gépen átfolyjon. Ha az alkatrészek túl közel vannak a pálya széléhez, elnyeli az SMT SMT gép fúvókájában lévő alkatrészeket, és rögzítse azokat a PCB táblahoz, akkor az ütközési jelenség előfordulhat. Ennek eredményeként a termelést nem lehet befejezni, ezért egy bizonyos szerszámcsíkot fenntartani kell, általános szélességgel 2-5 mm. Ez a módszer néhány plug-in komponenshez is alkalmas, a hullámforrasztás után a hasonló jelenségek megelőzése érdekében.
A szerszámcsík nem része a PCB -táblának, és a PCBA gyártás befejezése után eltávolítható
Az útjaKészítse el a szerszámcsíkot:
1, V-vágás: A szerszámcsík és a tábla közötti folyamatcsatlakozás, kissé vágva a PCB-tábla mindkét oldalán, de nem vágva!
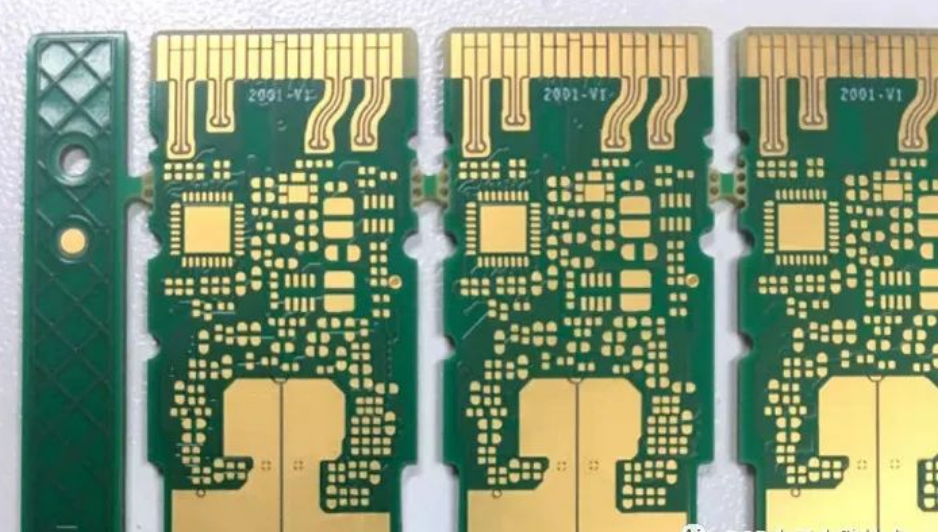
2, Csatlakozó rudak: Használjon több sávot a NYÁK -tábla csatlakoztatásához, készítsen néhány bélyegfuratot a közepén, hogy a kéz megtörhesse vagy lemossa a géppel.
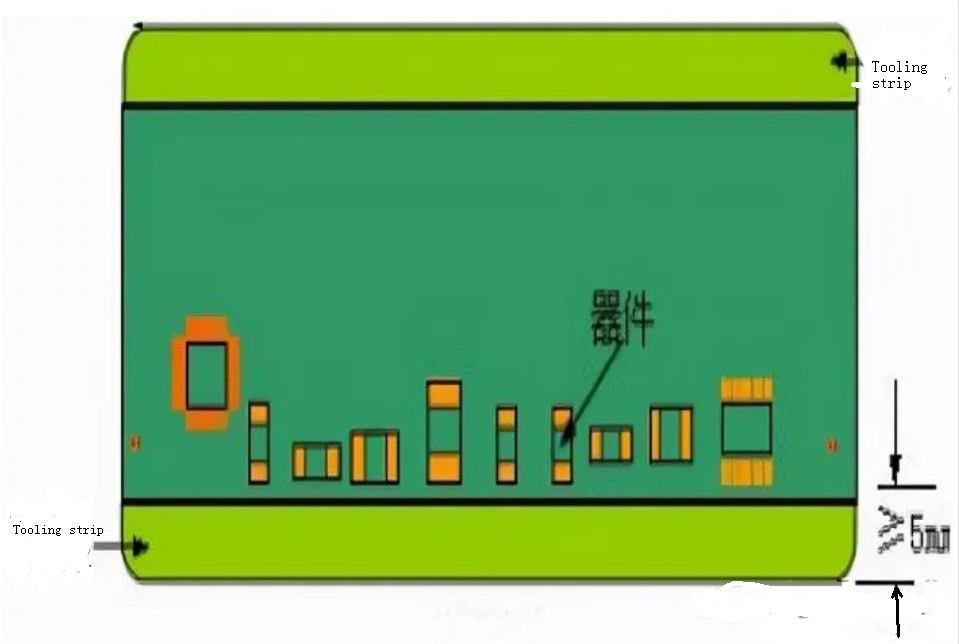
Nem minden PCB -táblának kell hozzáadnia a szerszámcsíkot, ha a PCB tábla helye nagy, akkor ne hagyja a PCB mindkét oldalán 5 mm -en belül javítócsomagokat, ebben az esetben nincs szükség szerszámcsík hozzáadására, a PCB -táblák 5 mm -en belül is van a javítás alkatrészeinek egyik oldalán, mindaddig, amíg a szerszámcsík hozzáadása a másik oldalon. Ezeknek szükségük van a PCB mérnökének figyelmére.
A szerszámcsíkkal elfogyasztott tábla növeli a PCB általános költségeit, ezért a PCB folyamat szélének megtervezésekor a gazdaság és a gyárthatóság kiegyensúlyozására van szükség.
Néhány speciális formájú PCB -táblához a 2 vagy 4 szerszámcsíkkal ellátott NYÁK -tábla nagymértékben egyszerűsíthető a tábla ügyes összeszerelésével.
Az SMT feldolgozása során a piecing mód kialakításának teljes mértékben figyelembe kell vennie az SMT piecing gép pálya szélességét. A 350 mm -es szélességű piecing táblához kommunikálni kell az SMT beszállítói folyamatmérnökével.