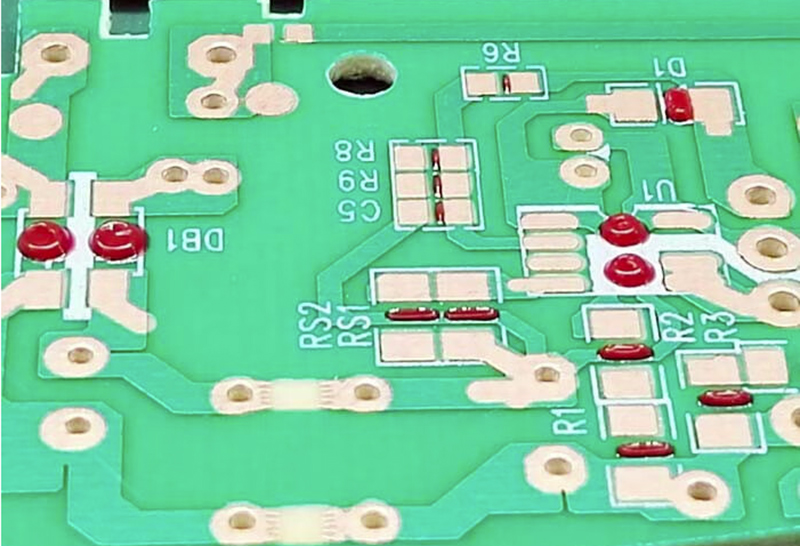
लाल गोंद प्रक्रिया:
एसएमटी लाल गोंद प्रक्रिया लाल गोंद के गर्म इलाज गुणों का लाभ उठाती है, जो एक प्रेस या डिस्पेंसर द्वारा दो पैड के बीच भरी जाती है, और फिर पैच और रिफ्लो वेल्डिंग द्वारा ठीक हो जाती है। अंत में, तरंग टांका लगाने के माध्यम से, वेल्डिंग प्रक्रिया को पूरा करने के लिए जुड़नार के उपयोग के बिना, केवल तरंग शिखा पर सतह की सतह पर माउंट सतह।
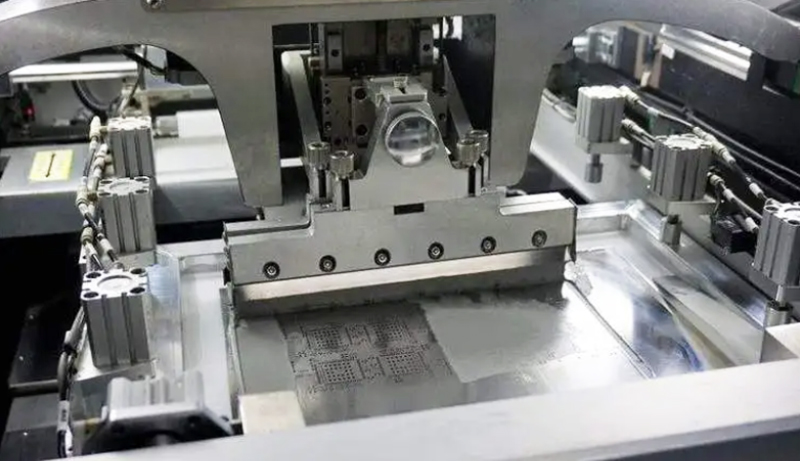
SMT सोल्डर पेस्ट:
SMT सोल्डर पेस्ट प्रक्रिया सरफेस माउंट तकनीक में एक प्रकार की वेल्डिंग प्रक्रिया है, जो मुख्य रूप से इलेक्ट्रॉनिक घटकों के वेल्डिंग में उपयोग की जाती है। एसएमटी सोल्डर पेस्ट मेटालिक टिन पाउडर, फ्लक्स और चिपकने वाला है, जो अच्छा वेल्डिंग प्रदर्शन प्रदान कर सकता है और इलेक्ट्रॉनिक उपकरणों और प्रिंटेड सर्किट बोर्ड (पीसीबी) के बीच विश्वसनीय संबंध सुनिश्चित कर सकता है।
एसएमटी में लाल गोंद प्रक्रिया का अनुप्रयोग:
1. लागत
एसएमटी लाल गोंद प्रक्रिया का एक बड़ा लाभ यह है कि लहर टांका लगाने के दौरान जुड़नार बनाने की कोई आवश्यकता नहीं है, इस प्रकार फिक्स्चर बनाने की लागत को कम करता है। इसलिए, लागतों को बचाने के लिए, कुछ ग्राहक जो छोटे ऑर्डर देते हैं, आमतौर पर पीसीबीए प्रसंस्करण निर्माताओं को लाल गोंद प्रक्रिया को अपनाने के लिए आवश्यकता होती है। हालांकि, अपेक्षाकृत पिछड़े वेल्डिंग प्रक्रिया के रूप में, पीसीबीए प्रसंस्करण संयंत्र आमतौर पर लाल गोंद प्रक्रिया को अपनाने के लिए अनिच्छुक होते हैं। ऐसा इसलिए है क्योंकि लाल गोंद प्रक्रिया का उपयोग करने के लिए विशिष्ट परिस्थितियों को पूरा करने की आवश्यकता होती है, और वेल्डिंग की गुणवत्ता सोल्डर पेस्ट वेल्डिंग प्रक्रिया के रूप में अच्छी नहीं है।
2. घटक का आकार बड़ा है और रिक्ति चौड़ी है
वेव सोल्डरिंग में, सतह-माउंटेड घटक के पक्ष को आमतौर पर शिखा पर चुना जाता है, और प्लग-इन का पक्ष ऊपर है। यदि सतह माउंट घटक का आकार बहुत छोटा है, तो रिक्ति बहुत संकीर्ण है, तो शिखर टिनडेड होने पर मिलाप पेस्ट जुड़ा होगा, जिसके परिणामस्वरूप शॉर्ट सर्किट होगा। इसलिए, लाल गोंद प्रक्रिया का उपयोग करते समय, यह सुनिश्चित करना आवश्यक है कि घटकों का आकार काफी बड़ा है, और रिक्ति बहुत कम नहीं होनी चाहिए।
एसएमटी सोल्डर पेस्ट और लाल गोंद प्रक्रिया अंतर:
1। प्रक्रिया कोण
जब डिस्पेंसिंग प्रक्रिया का उपयोग किया जाता है, तो लाल गोंद अधिक बिंदुओं के मामले में पूरे एसएमटी पैच प्रोसेसिंग लाइन की अड़चन बन जाएगा; जब मुद्रण प्रक्रिया का उपयोग किया जाता है, तो इसे पहले एआई और फिर पैच की आवश्यकता होती है, और मुद्रण की स्थिति की सटीकता बहुत अधिक होती है। इसके विपरीत, सोल्डर पेस्ट प्रक्रिया में भट्ठी कोष्ठक के उपयोग की आवश्यकता होती है।
2। गुणवत्ता कोण
लाल गोंद बेलनाकार या विटेरस पैकेजों के लिए भागों को छोड़ना आसान है, और भंडारण की स्थिति के प्रभाव में, लाल रबर प्लेटें नमी के लिए अतिसंवेदनशील होती हैं, जिसके परिणामस्वरूप भागों का नुकसान होता है। इसके अलावा, मिलाप पेस्ट की तुलना में, लहर टांका लगाने के बाद लाल रबर प्लेट की दोष दर अधिक है, और विशिष्ट समस्याओं में लापता वेल्डिंग शामिल है।
3। विनिर्माण लागत
सोल्डर पेस्ट प्रक्रिया में भट्ठी ब्रैकेट एक बड़ा निवेश है, और मिलाप संयुक्त पर मिलाप सोल्डर पेस्ट की तुलना में अधिक महंगा है। इसके विपरीत, गोंद लाल गोंद प्रक्रिया में एक विशेष लागत है। लाल गोंद प्रक्रिया या मिलाप पेस्ट प्रक्रिया का चयन करते समय, निम्नलिखित सिद्धांतों का आम तौर पर पालन किया जाता है:
● जब अधिक एसएमटी घटक और कम प्लग-इन घटक होते हैं, तो कई एसएमटी पैच निर्माता आमतौर पर सोल्डर पेस्ट प्रक्रिया का उपयोग करते हैं, और प्लग-इन घटक पोस्ट-प्रोसेसिंग वेल्डिंग का उपयोग करते हैं;
● जब अधिक प्लग-इन घटक और कम एसएमडी घटक होते हैं, तो लाल गोंद प्रक्रिया का उपयोग आम तौर पर किया जाता है, और प्लग-इन घटकों को पोस्ट-प्रोसेस्ड और वेल्डेड भी किया जाता है। कोई फर्क नहीं पड़ता कि किस प्रक्रिया का उपयोग किया जाता है, इसका उद्देश्य उत्पादन बढ़ाना है। हालांकि, इसके विपरीत, सोल्डर पेस्ट प्रक्रिया में कम दोष दर है, लेकिन उपज भी अपेक्षाकृत कम है।
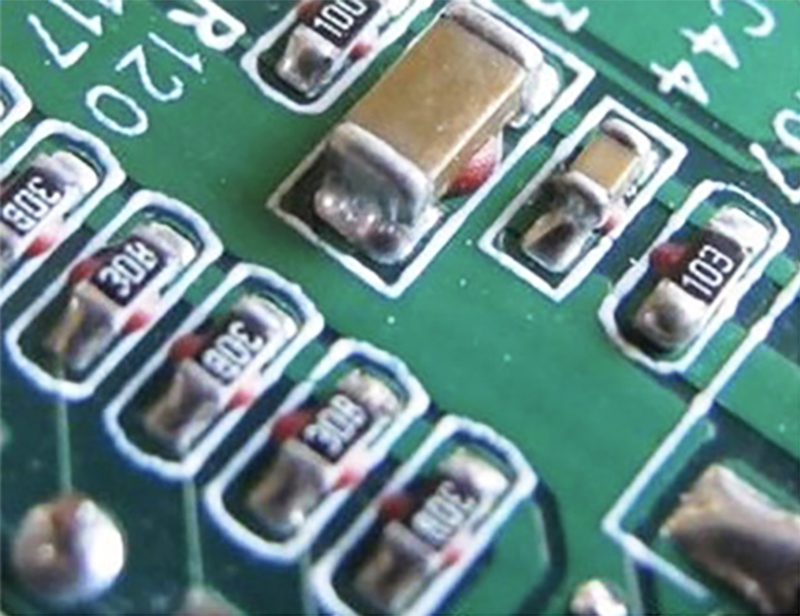
एसएमटी और डुबकी की मिश्रित प्रक्रिया में, एकल-साइड रिफ्लक्स और वेव क्रेस्ट की दोहरी भट्ठी की स्थिति से बचने के लिए, पीसीबी की वेव क्रेस्ट वेल्डिंग सतह पर चिप तत्व की कमर पर लाल गोंद को रखा जाता है, ताकि टिन को वेव क्रेस्ट वेल्डिंग के दौरान एक बार लागू किया जा सके, सोल्जर पेस्ट प्रिंटिंग प्रक्रिया को समाप्त कर दिया जाए।
इसके अलावा, लाल गोंद आम तौर पर एक निश्चित और सहायक भूमिका निभाता है, और मिलाप पेस्ट वास्तविक वेल्डिंग भूमिका है। लाल गोंद बिजली का संचालन नहीं करता है, जबकि मिलाप पेस्ट करता है। रिफ्लो वेल्डिंग मशीन के तापमान के संदर्भ में, लाल गोंद का तापमान अपेक्षाकृत कम होता है, और इसे वेल्डिंग को पूरा करने के लिए लहर टांका लगाने की भी आवश्यकता होती है, जबकि मिलाप पेस्ट का तापमान अपेक्षाकृत अधिक होता है।