فاصله ایمنی الکتریکی عمدتا به سطح کارخانه ساخت صفحه بستگی دارد ، که به طور کلی 0.15 میلی متر است. در واقع ، حتی می تواند نزدیکتر باشد. اگر مدار به سیگنال مربوط نشود ، تا زمانی که مدار کوتاه وجود نداشته باشد و جریان کافی باشد ، جریان بزرگ به سیم کشی و فاصله ضخیم تر نیاز دارد.
1. مقاومت بین سیمها
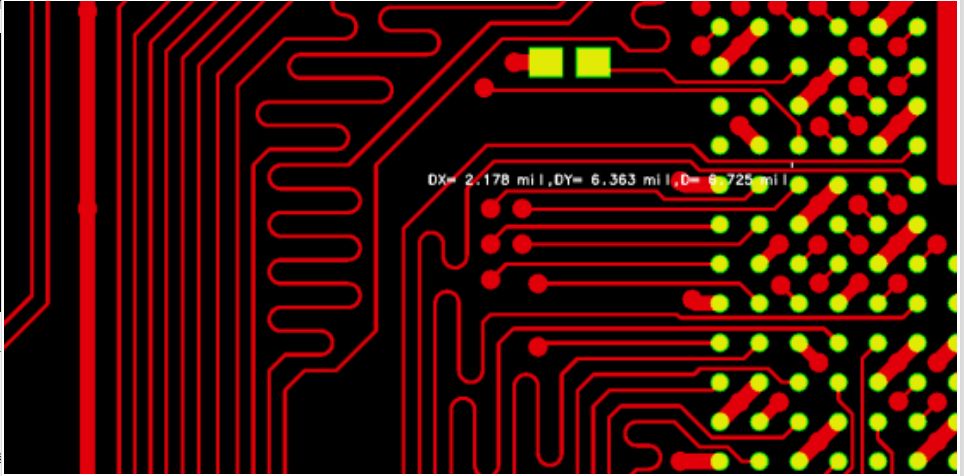
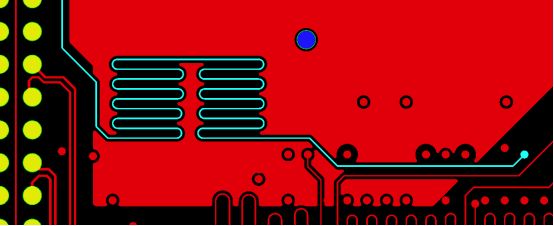
فاصله بین هادی ها باید بر اساس قابلیت تولید سازنده PCB در نظر گرفته شود. توصیه می شود که فاصله بین هادی ها حداقل 4mil باشد. با این حال ، برخی از کارخانه ها همچنین می توانند با عرض خط 3/3mil و فاصله خط تولید کنند. از منظر تولید ، البته ، هرچه هرچه شرایط بیشتری داشته باشد بهتر است. 6mil معمولی معمولی تر است.
2. فاصله بین پد و سیم
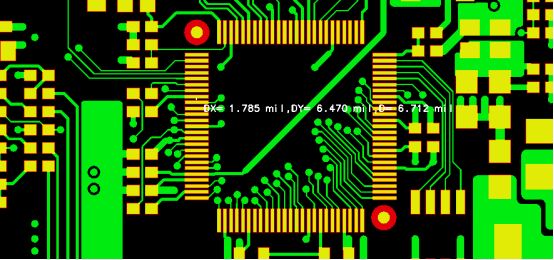
فاصله بین پد و خط به طور کلی کمتر از 4mil نیست و هرچه فاصله بین پد و خط بیشتر باشد ، در صورت وجود فضا ، بهتر می شود. از آنجا که جوشکاری پد نیاز به باز کردن پنجره دارد ، باز کردن پنجره از 2 میلی لیتر پد بیشتر است. اگر فاصله کافی نباشد ، نه تنها باعث اتصال کوتاه لایه خط می شود بلکه منجر به قرار گرفتن در معرض مس از خط می شود.
3. فاصله بین پد و پد
فاصله بین پد و پد باید بیشتر از 6mil باشد. تهیه یک پل جوش شیرین لحیم کاری با فاصله کافی پد دشوار است و پد IC از شبکه های مختلف ممکن است هنگام جوشکاری پل جوش باز ، یک مدار کوتاه داشته باشد. فاصله بین پد شبکه و پد اندک است و پس از اتصال کامل قلع روی جوش ، جدا کردن اجزای تعمیر شده راحت نیست.
4. فاصله و مس ، سیم ، پد فاصله
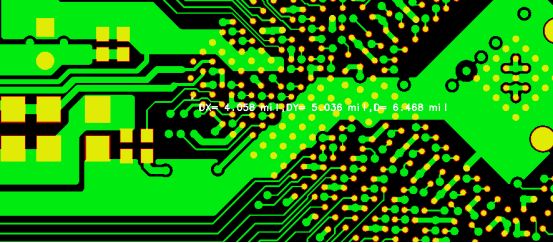
فاصله بین پوست مس زنده و خط و پد بزرگتر از بین اشیاء لایه خط دیگر است و فاصله بین پوست مس و خط و پد برای تسهیل در تولید و تولید بیشتر از 8mil است. از آنجا که اندازه پوست مس لزوماً نیازی به ارزش زیادی ندارد ، کمی بزرگتر و کمی کوچکتر اهمیتی ندارد. به منظور بهبود عملکرد تولید محصولات ، فاصله بین خط و پد از پوست مس باید تا حد امکان باشد.
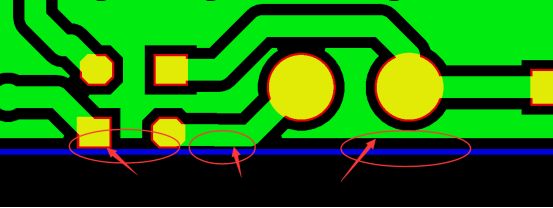
5. استفاده از سیم ، پد ، مس و لبه صفحه
به طور کلی ، فاصله بین سیم کشی ، پد و پوست مس و خط کانتور باید بیشتر از 10mil باشد و کمتر از 8mil منجر به قرار گرفتن در معرض مس در لبه صفحه بعد از تولید و قالب گیری می شود. اگر لبه صفحه V برش باشد ، فاصله باید از 16mil بیشتر باشد. سیم و پد نه تنها مس در معرض آن بسیار ساده قرار دارند ، اما خط خیلی نزدیک به لبه صفحه ممکن است کوچک باشد ، در نتیجه مشکلات حمل و نقل فعلی ، جوشکاری کوچک تأثیر می گذارد ، و در نتیجه جوشکاری ضعیف ایجاد می شود.