এইচডিআই: সংক্ষিপ্তসার, উচ্চ-ঘনত্বের আন্তঃসংযোগ, নন-মেকানিকাল ড্রিলিং, 6 মিল বা তারও কম সময়ে মাইক্রো-ব্লাইন্ড গর্তের রিং, এর ভিতরে এবং বাইরে ইন্টারলেয়ার ওয়্যারিং লাইন প্রস্থ / লাইন ফাঁক 4 মিল বা তার চেয়ে কম, পিএডি ব্যাসকে 0.35 মিমি মাল্টিলেয়ার বোর্ড প্রযোজনার বেশি নয়, এইচডিআই বোর্ডের বেশি নয়।
ব্লাইন্ড মাধ্যমে: সংক্ষিপ্ত জন্য অন্ধের মাধ্যমে, অভ্যন্তরীণ এবং বাহ্যিক স্তরগুলির মধ্যে সংযোগ চালনা উপলব্ধি করে।
মাধ্যমে সমাধিস্থ করা: অভ্যন্তরীণ স্তর এবং অভ্যন্তরীণ স্তরটির মধ্যে সংযোগটি উপলব্ধি করে, মাধ্যমে সংক্ষিপ্তভাবে সমাধিস্থ করা।
ব্লাইন্ড ভায়া বেশিরভাগ ক্ষেত্রে 0.05 মিমি ~ 0.15 মিমি ব্যাসযুক্ত একটি ছোট গর্ত, এটি লেজার, প্লাজমা এচিং এবং ফোটোলুমিনেসেন্স দ্বারা গঠিত হয় এবং এটি সাধারণত লেজার দ্বারা গঠিত হয়, যা সিও 2 এবং ইয়াগ আল্ট্রাভায়োলেট লেজার (ইউভি) এ বিভক্ত।
এইচডিআই বোর্ড উপাদান
1.hdi প্লেট মেটেরিয়াল আরসিসি, এলডিপিই, এফআর 4
আরসিসি: রজন লেপযুক্ত তামা, রজন লেপযুক্ত তামা ফয়েল, আরসিসি এর জন্য সংক্ষিপ্ত, আরসিসি তামার ফয়েল এবং রজন দ্বারা গঠিত যার পৃষ্ঠকে আরও বাড়ানো হয়েছে, তাপ-প্রতিরোধী, জারণ-প্রতিরোধী ইত্যাদি করা হয়েছে, এবং এর কাঠামোটি নীচের চিত্রটিতে দেখানো হয়েছে: (যখন বেধ 4 মিলিলের চেয়ে বেশি হয়) ব্যবহৃত হয়)
আরসিসির রজন স্তরটিতে এফআর -1/4 বন্ডেড শীট (প্রিপ্রেগ) এর মতো একই প্রসেসিবিলিটি রয়েছে। জমে থাকা পদ্ধতির মাল্টিলেয়ার বোর্ডের প্রাসঙ্গিক কর্মক্ষমতা প্রয়োজনীয়তা পূরণ করার পাশাপাশি: যেমন:
(1) উচ্চ নিরোধক নির্ভরযোগ্যতা এবং মাইক্রো-কন্ডাক্টিং গর্ত নির্ভরযোগ্যতা;
(2) উচ্চ গ্লাস ট্রানজিশন তাপমাত্রা (টিজি);
(3) কম ডাইলেট্রিক ধ্রুবক এবং কম জল শোষণ;
(4) তামা ফয়েল থেকে উচ্চ আনুগত্য এবং শক্তি;
(5) নিরাময়ের পরে অন্তরণ স্তরটির অভিন্ন বেধ।
একই সময়ে, যেহেতু আরসিসি গ্লাস ফাইবার ছাড়াই একটি নতুন ধরণের পণ্য, এটি লেজার এবং প্লাজমা দ্বারা গর্তের চিকিত্সার জন্য এটি ভাল, যা হালকা ওজন এবং মাল্টিলেয়ার বোর্ডের পাতলা করার জন্য ভাল। এছাড়াও, রজন লেপা কপার ফয়েলটিতে পাতলা তামা ফয়েল যেমন 12 টা, 18 টা, ইত্যাদি থাকে যা প্রক্রিয়া করা সহজ।
তৃতীয়ত, প্রথম-অর্ডার, দ্বিতীয়-অর্ডার পিসিবি কী?
এই প্রথম-আদেশ, দ্বিতীয়-আদেশটি লেজার গর্তের সংখ্যা, পিসিবি কোর বোর্ডের চাপকে বেশ কয়েকবার বোঝায়, বেশ কয়েকটি লেজার গর্ত খেলে! কয়েকটি আদেশ। নীচে প্রদর্শিত হিসাবে
1 ,. ড্রিলিং গর্তের পরে একবার টিপুন == "" প্রেসের বাইরের আরও একবার কপার ফয়েল == "এবং তারপরে লেজার ড্রিল গর্ত
এটি নীচের ছবিতে যেমন দেখানো হয়েছে এটি প্রথম পর্যায়

2, একবার টিপতে এবং ড্রিলিং গর্তগুলি == "" অন্য তামা ফয়েল == "এর বাইরের অংশটি এবং তারপরে লেজার, ড্রিলিং গর্তগুলি ==" অন্য তামা ফয়েলটির বাইরের স্তর == "এবং তারপরে লেজার ড্রিলিং গর্তগুলি
এটি দ্বিতীয় আদেশ। এটি বেশিরভাগ ক্ষেত্রেই আপনি এটি কতবার লেজার করেন তার বিষয়, এটি কতগুলি পদক্ষেপ।
দ্বিতীয় ক্রমটি তখন স্ট্যাকড গর্ত এবং বিভক্ত গর্তগুলিতে বিভক্ত হয়।
নিম্নলিখিত ছবিটি দ্বিতীয়-অর্ডারযুক্ত স্ট্যাকড গর্তগুলির আটটি স্তর, 3-6 স্তরগুলি প্রথম প্রেস ফিট, 2, 7 স্তরগুলির বাইরের অংশটি টিপে এবং একবার লেজার গর্তগুলিতে আঘাত করুন। তারপরে 1,8 স্তরগুলি চাপানো হয় এবং আরও একবার লেজার গর্ত দিয়ে খোঁচা দেওয়া হয়। এটি দুটি লেজার গর্ত তৈরি করা। এই ধরণের গর্ত কারণ এটি সজ্জিত, প্রক্রিয়া অসুবিধাটি কিছুটা বেশি হবে, ব্যয়টি কিছুটা বেশি।
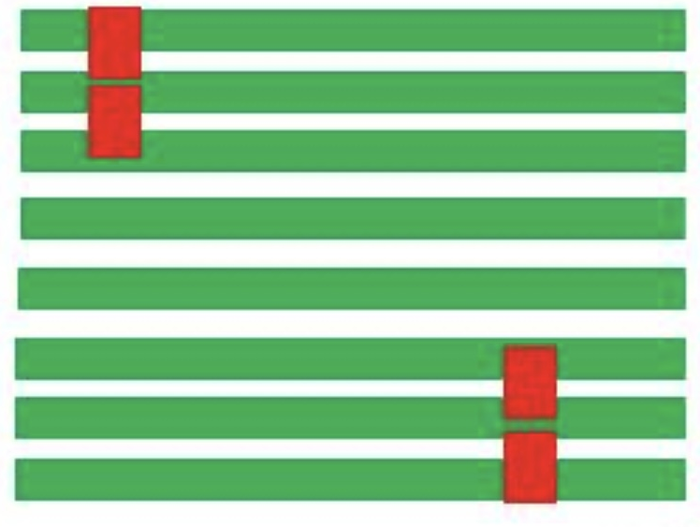
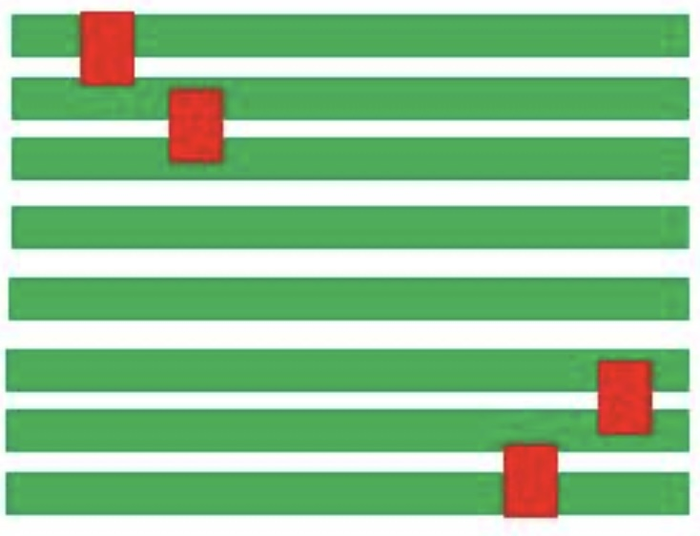
নীচের চিত্রটি দ্বিতীয়-ক্রমের ক্রস অন্ধ গর্তের আটটি স্তর দেখায়, এই প্রক্রিয়াজাতকরণ পদ্ধতিটি দ্বিতীয়-ক্রমযুক্ত স্ট্যাকড গর্তগুলির উপরের আটটি স্তরগুলির সমান, এছাড়াও লেজার গর্তগুলিতে দু'বার আঘাত করতে হবে। তবে লেজার গর্তগুলি একসাথে স্ট্যাক করা হয় না, প্রক্রিয়াজাতকরণ অসুবিধা অনেক কম।
তৃতীয় আদেশ, চতুর্থ আদেশ এবং আরও।