Ümumilikdə: çox qatlı taxta və ikiqat lövhə istehsalı prosesi ilə müqayisədə müvafiq olaraq daha 2 proses var: daxili xətt və laminasiya.
Ətraflı: ikiqat təbəqənin istehsal prosesində, kəsmə başa çatdıqdan sonra, qazma aparılacaq, sonra isə misə, xəttə; Çox qatlı taxtanın istehsal prosesində, materialın açılması başa çatdıqdan sonra, birbaşa qazılmayacaq, ancaq əvvəlcə daxili xəttdən və laminasiyadan keçməlidir, sonra qazma üçün qazma emalatxanasına və sonra mis və xətt daxil.
Yəni, açılış və qazma delikləri arasında "daxili xətt" və "laminasiya" iki prosesi əlavə olunur. Yuxarıda göstərilənlər çox qatlı taxta ilə ikiqat lövhə istehsalı arasındakı fərqdir.
Sonra, daxili xətt və laminasiyanın iki prosesinin nə etdiyini nəzərdən keçirək
Daxili xətt
İki qatlı plitələrin istehsalında "xətt" prosesi, o cümlədən filmin sıxılması, ifşa edilməsi, inkişafı (unutsanız, geri qayıdıb ona baxa bilərsiniz).
Buradakı "daxili dövrə" o qədər də sadə deyil! Daxili laminatlanmış filmə, daxili ifşaya, daxili inkişafa əlavə olaraq, daxili ön müalicə, daxili aşındırma, daxili filmin çıxarılması və daxili AOI daxildir.
İki qatlı boşqab istehsal prosesində, mis çöküntüdən sonra lövhə istehsal xətti olmadan, birbaşa presləmə filminə daxil olur, buna görə də əlavə prepresləmə müalicəsinin aparılmasına ehtiyac yoxdur. Və buradakı mis folqa boşqab, yalnız kəsici atelyedən gəldi, lövhənin səthində çirklər olacaq, buna görə də
Daxili laminat filmdən əvvəl, müalicəni və təmizlənməsini, kimyəvi reaksiyanın istifadəsini inkişaf etdirmək lazımdır, əvvəlcə yağ, su, təmiz su, iki mikro aşındırma (səth zibilini çıxarın), sonra su və sonra turşu (sonra) yuyulması, səthi oksidləşəcək, belə ki, turşu lazımdır), sonra su, sonra quru, sonra daxili laminat film daxil.
Müalicədən əvvəl daxili laminat filmi

Lövhəni basdıqdan sonra qazılmadığı üçün çox düz görünür.
Presləmə filmi, ekspozisiya, inkişaf, bu əlaqələrin spesifik məsələləri, iki qatlı boşqab istehsalı məqaləsində təqdim edilmişdir, burada təkrarlanmayacaq.
İnkişaf başa çatdıqdan sonra pirincin bir hissəsi üzə çıxacaq, çünki xarici təbəqə müsbət film prosesi, daxili təbəqə mənfi bir film prosesidir. Buna görə də, xarici təbəqənin inkişafı başa çatdıqdan sonra, məruz qalmış mis xəttinin saxlanılması lazım olan hissə, daxili təbəqənin inkişafından sonra məruz qalan mis isə həkk edilməli olan hissədir.
Daxili aşındırma prosesi və xarici aşındırma prosesi də fərqlidir, daxili aşındırma qələvi prosesdir, aşındırma zamanı quru film hələ də içərisindədir, quru filmi olmayan hissə (açıq mis) əvvəlcə həkk olunur və sonra qəlib çıxarılır.
Xarici təbəqənin aşındırılması əvvəlcə çıxarılır və sonra oyulur və xətt maye qalay ilə qismən qorunur.
Daxili filmin aşındırılması xətti, solda aşındırma, sağda filmin çəkilməsindən məsuldur.

Elektron lövhəni aşındırdıqdan sonra artıq mis silindi və quru filmin qalan hissəsi çıxarılmadı.
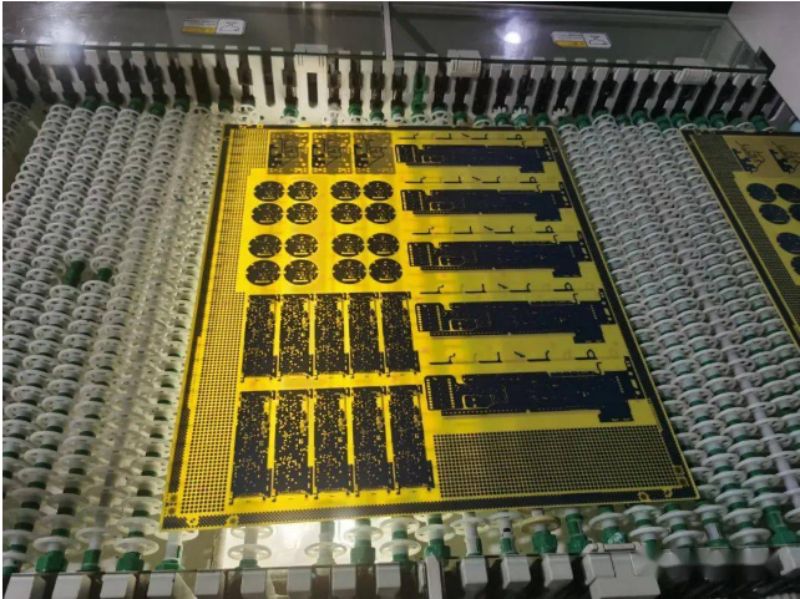
Soyduqdan sonra dövrə lövhəsi.
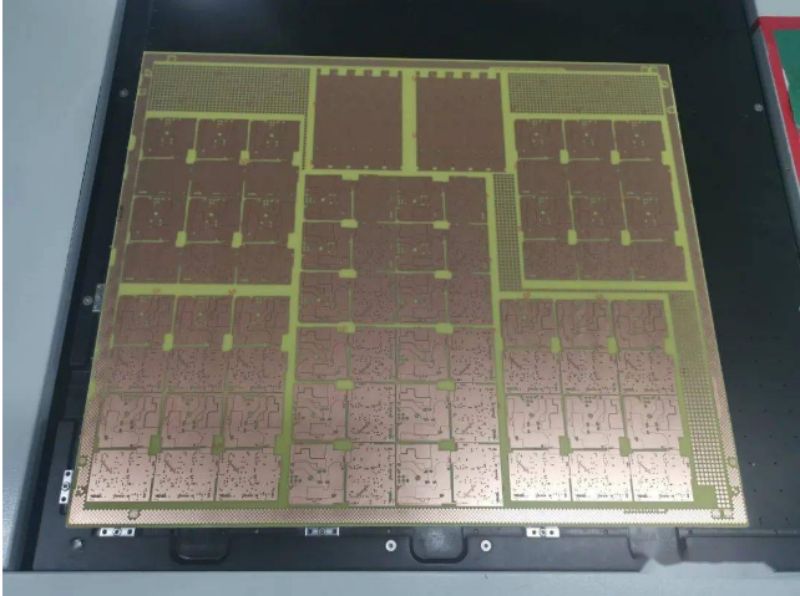
Filmin daxili təbəqəsi tamamlandıqdan sonra xəttin daxili təbəqəsi tamamilə edilir, bu anda və sonra AOI optik aşkarlanması, heç bir problem olmadığını müəyyən etmək üçün laminasiya prosesini həyata keçirə bilərsiniz.
Laminasiya:
Lövhəni yeni düzəltdik, biz buna daxili özək lövhəsi deyirik, 4 qat lövhə olarsa, 1 daxili özək lövhəsi, 6 qat taxta olarsa, 2 daxili özək lövhəsi olar.
Bu prosesin əsas məqsədi daxili nüvə plitəsini və xarici təbəqəni bir-birinə yapışdıraraq bir bütün yaratmaqdır. PP adlanan bonding material üçün cavabdeh, Çin yarı müalicə hesabatı adlanır, əsas tərkibi qatran və şüşə lif, bu da daxili əsas board və xarici mis folqa izolyasiya məqsədi oynayacaq.
Çox qatlı lövhənin keyfiyyətini təmin etmək üçün Jialichuang-ın PP təchizatçısı hələ də Cənubi Asiya Electronicsdir.
Ümumiyyətlə, laminasiya prosesi ardıcıllıqla dörd mərhələyə bölünür: Browning, pre-stacking, platen and pressing. Bundan sonra, hər bir prosesin təfərrüatlarına ayrı-ayrılıqda baxaq. Filmin çıxarılması başa çatdıqdan sonra daxili nüvə lövhəsi əvvəlcə qızardılır. Qəhvəyi rəngli elektron lövhə, PP ilə bağlanmağı asanlaşdırmaq üçün qəhvəyi metallaşdırılmış maddə olan və səthi qeyri-bərabər olan dövrə lövhəsinin səthinə qızardılmış film qatını əlavə edəcəkdir.
Prinsip, bir velosiped şinini təmir edərkən, yapışqanın yapışmasını yaxşılaşdırmaq üçün qırılan yer bir fayl ilə doldurulmalıdır.
Browning prosesi həm də turşu, qələvi yuyulma, çox kanallı yuyulma, qurutma, soyutma və digər proseslərdən keçəcək kimyəvi reaksiya prosesidir.
hazırlıq
Tozsuz bir emalatxanada həyata keçirilən ilkin yığma prosesi əsas lövhə və PP-ni bir yerə yığacaq. Əsas lövhənin hər tərəfinə bir PP qoyulur. PP-nin uzunluğu və eni basıldıqdan sonra boşluqların qarşısını almaq üçün əsas lövhədən 2 mm daha böyük olacaqdır.
sal:
Sıra boşqabının əsas məqsədi, sonrakı xarici xəttə hazırlamaq üçün PP təbəqəsinin üstündə mis folqa qatını əlavə etməkdir. Bundan əlavə, ən kənar təbəqəyə polad lövhə və kraft kağız əlavə olunacaq.laminasiya
İlk bir neçə addım son laminasiyaya hazırlaşmaqdır.
Laminasiyadan əvvəl, əyilmənin qarşısını almaq üçün, təxminən 12 mm qalınlığında bir polad örtük olacaq.
Laminasiya isti pres və soyuq presdə müvafiq olaraq iki isti presləmə və soyuq presləmə prosesini əhatə edir. Bu, yüksək keyfiyyətli dövrə lövhələri istehsal etmək üçün vakuum, temperatur, təzyiq, zaman kimi faktorları nəzərə alaraq bir-biri ilə əməkdaşlıq edən çox əhəmiyyətli bir əlaqədir.
Məsələn, müəyyən bir müddətdə nə qədər temperatur, nə qədər təzyiq və lazım olan müddət dəqiq şəkildə tənzimlənməlidir.
Bu prosesin bitməsindən sonra PP və daxili nüvə plitəsi və xarici mis folqa bir-birinə sıx bağlanacaq.
Presdən çıxdıqdan sonra avtomatik sökülmə aparılır, polad lövhə çıxarılır və üyüdüldükdən sonra yenidən taqım otağına göndərilir. Şəkil 11-də göstərildiyi kimi, maşın polad lövhəni çıxarır.

Laminatlı çox qatlı dövrə lövhəsi qazmaq üçün orijinal qazma emalatxanasına qaytarılacaq və prosesin qalan hissəsi iki qatlı lövhənin istehsal prosesi ilə eynidir.